
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Долговечность и надежность деталей машин чину) Износ броневых плит, как правило, неравномерен Это связано с характером распределения перемещаемых питателями материалов В броневых плитах, отработавших несколько месяцев, обнаруживается большое количество выступов, впадин и борозд Оборудование доменных цехов Среди оборудования доменных цехов, подверженного интенсивному изнашиванию, следует в первую очередь назвать элементы загрузочных устройств доменных печей,  способность его уменьшается в результате воздействия большого числа различных факторов К этим факторам относят условия работы основных элементов засыпных аппаратов, их конструктивные особенности, технологию изготовления, качество монтажа, а также уход и обслуживание при эксплуатации Влияние каждого из факторов в большей или меньшей степени проявляется в зависимости от местных специфических условий Опыт показывает, что необходимость замены засыпных аппаратов вызывается появлением в их основных элементах следующих дефектов 1 Износа наружной поверхности конуса по образующей Параллельно этому отмечается истирание внутренней поверхности 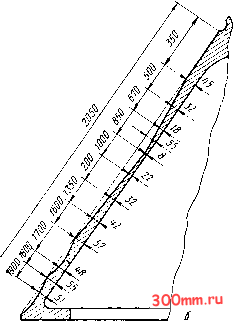 Рис I 25 Износ боковой поверхности большого конуса ссыпающейся шихтой а - общий вид б - сечение по высоте скипов, атмосферных клапанов, броневых плит тракта перемещения шихтовых материалов, подбункерного оборудования, фурменных приборов, машин для обсчуживания чугунной и шлаковой леток и фурм Как правило, износ оборудования здесь, как и в агломерационных цехах, вызывается истирающим действием руды и агломерата Однако большая роль принадлежит и насыщенному абразивной пылью колошниковому газу, вырывающемуся из рабочего пространства доменной печи Повышенные температуры, нестационарный тепловой режим, газовая эрозия - все эти факторы также стимулируют износ элементов оборудования доменных цехов Загрузочное устройство Загрузочное устройство доменной печи работает в очень тяжелых условиях Одним из первых выходит из строя засыпной аппарат Работо- чаши, которое происходит в результате воздействия шихты, ссыпающейся при загрузке доменной печи 2 Возникновения с,<возных продувов конусов и чаш в участках, расположенндлх значительно выше контактных поверхностей 3 Образования неплотностей, вышербин, трещин, свищей и, как следствие этого, продувов на контактных поверхностях и связанных с ними сквозных отверстий в теле конусов и чаш На рис I 25-I 27 показан износ отдельных деталей загрузочного устройства доменной печи На отдельных участках, расположенных выше контактной поверхности (у места падения шихты), толщина тела большого конуса уменьшилась более чем на 60% В еше большей степени износилась контактная поверхность Во многих участках по ее окружности образовались сквоз- ные продувы. Выработка малых конусов распространяется в основном на поверхности контакта малого конуса с вращающейся воронкой и располагается концентрически. Скиповый подъемник. Среди интенсивно изнашивающихся деталей скипового подъемника следует прежде всего назвать броневые плиты скипов, ходовые колеса скипов й канатные шкивы. Износ броневых плит, как правило, неравномерен. Более интенсивно изнашиваются боковые и нижние  Рис. 126. Внешний вид контактной поверхности большого конуса после 10 мес работы на доменной печн  Рис. 1.27. Изношенный малый конус загрузочного устройства доменной печи броневые плиты. Изношенные броневые плиты имеют на своей поверхности многочисленные борозды, выступы и впадины; характер расположения борозд не подчиняется никакой закономерности. Внешний вид изношенных участков броневых плит в значительной мере зависит от состава материала их поверхности. При применении стали 110Г13Л изношенные участки, как правило, гладкие; в наплавленных плитах поверхность имеет многочисленные выщербины и отколы. У головного канатного шкива скипового подъемника изнашивается в основном дно ручьев. Износ боковых конических стенок менее значителен. Как правило, убывание степени износа от дна ручья к вершине плавное. Изношенная поверхность гладкая; лишь в отдельных участках отмечаются небольшие выщербины металла, связан-41ые с высокими удельными усилиями. Коксовый грохот. Основными изнашивающимися элементами коксового грохота явля- 3-683 ются броневые плиты, диски и колосники. Броневые плиты изнашивактся аналогично рассмотренным выше плитам других агрегатов. Зубья дисков изнашиваются весьма интенсивно и неравномерно. На отдельн1ах участках зубья после определенного периода эксплуатации практически полностью исчезают. Колосники за 2 мес изнашиваются более чем на 50% по высоте, причем их износ также неравномерен и особенно значителен вблизи торцов. Атмосферный клапан. Изнашивание корпуса, конуса и крышки атмосферного клапана происходит по всей окружности контактной поверхности на ширине до 25 мм. Глубина износа может достигать 10 мм. Износ неравномерный; в отдельных участках контактной поверхности отмечаются продувы и выкрошки. Юборудование прокатных цехов Интенсивному изнашиванию подвергаются многие элементы прокатного оборудования и, в частности, оборудования прокатных станов, ножниц, пил, правильных машин, рольгангов, крановое оборудование и др. Валки станов горячей прокатки. Валки являются основным прокатным инструментом, поэтому от их стойкости и работоспособности зависят производительность и технико-экономические показатели прокатных станов. Известно, что при деформации металла в калибрах на контактных поверхностях возникают силы трения, вызывающие износ рабочих поверхностей валка. Вследствие большого давления металла на валки и высокой температуры в зоне контакта валка с прокатываемым металлом происходит тепловой износ, обусловливающий сваривание трущихся поверхностей в микроскопически малых участках с последующим отрывом частичек поверхности валка и уносом их прокатываемым металлом. Растрескивание поверхности ухудшает отвод тепла от точек контакта, что еще больше увеличивае г teплoвoй износ. Величина теплового износа зависит от прочности металла при повышенных температурах: чем меньше снижаются механические свойства при нагреве, тем лучше материал сопротивляется тепловому износу. Воздействие повышенных температур, воды и воздуха, а также пластическая деформация поверхностных слоев вызывают окислительный износ рабочей поверхности валка. Как известно, при oкиcлиJeльнoм износе одновременно протекают два процесса: микропластическая деформация поверхностных слоев и диффузия кислорода в пластически деформированные объемы металла. Окислительный износ в валках развивается особенно интенсивно вследствие пульсирующего контакта трущихся поверхностей. При прокатке скорость выхода полосы из валков и окружная скорость валков в большинстве случаев не совпадают; в результате наблюдается скольжение между прокатываемым металлом и валком. Особенно значительное скольжение отмечается при прокатке крупносортных профилей - двутав- ровых балок, швеллеров, рельсов. Вследствие этого на валках, помимо теплового и окислительного, наблюдается абразивный износ, доля которого в обш;ем износе валков увеличивается при наличии окалины на поверхности прокатываемого металла. При абразивном износе происходят процессы микропластического деформирования и срезания поверхностных слоев металла твердыми абразивными частицами. В качестве примера на рис. 1.28 показаны профиль и износ рабочих валков клетей 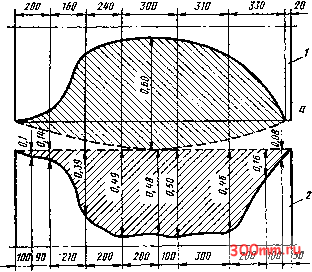 200 400 , 200 , 300 W0 150 100 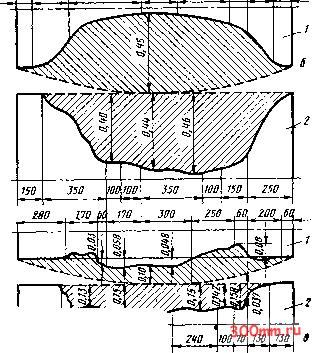 Рис. 1.28. Профиль и износ рабочих валков клетей 2-4 (соот ветственно а, б, в) черновой группы стана 1680: / - верхний валок; 2 - нижний валок черновой Группы листового стана 1680 после прокатки полос шириной 1200--1350 мм. Так как перевалка рабочих валков в черновой группе производилась неодновременно, количество прокатанного металла по клетям разное: в валках 2-й клети прокатано 11400 т, 3-й -9400, 4-й -4450 т. Из при-веденных данных видно, что рабочие валки по длине бочки вырабатываются неравномерно. Максимальный износ отмечается по центру бочки валка. Как правило, больше изнашивается верхний рабочий валок, который заваливают в клеть с предварительной выпуклостью. Максимальная выработка, которую удалось замерить на рабочих валках черновой группы, составляет по радиусу 0,6 мм. Аналогично меняется и профиль валков чистовых клетей, однако интенсивность изнашивания здесь значительно меньше. Таким образом, можно констатировать, что износ рабочих валков, как правило, располагается симметрично относительно оси прокатки на участке, длина которого равна приблизительно ширине прокатываемой полосы. Максимальный износ в направлении радиуса больше у верхних валков, имеющих первоначальную выпук-лость. Глубина износа рабочих валков чистовой группы меняется незначительно по ширине изношенной поверхности; ее величина не превышает 0,2 мм. Профиль и величина износа опорных валков черновых клетей стана 1680 показаны на рис. 1.29. На валках было прокатано 42750 т листа последовательно от ширины 1400 до ширины 710 мм. На основании наблюдений за износом опорных валков стана можно констатировать, что износ отмечается по всей длине бочки, однако максимальная его величина наблюдается в средней части. Максимальная его величина наблю-нии радиуса верхних опорных валков, работающих в паре с рабочим валком, имеющим первоначальную выпуклость, больше износа нижних опорных валков. Кроме того, износ валков чистовых клетей больше, чем износ валков черновых клетей. Анализируя приведенные данные, можно прийти к заключению, что в листовых станах износ рабочих валков на единицу прокатываемого металла в чистовой и черновой группах стана больше, чем опорных. Это объясняется тем, что рабочие валки соприкасаются с горячим прокатываемым металлом, а также тем, что коэффициенты трения больше между раскатом и рабочим валком, чем в кон-
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2024 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


