
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей § 6. Работа параллельно включенных сварочных генбраторов В тех случаях, когда необходимо производить сварку током, превышающим нормальный ток для генератора данного преобразователя, можно включить параллельно два генератора. Тип и характеристика этих генераторов должны быть одинаковыми. Перед включением следует отрегулировать обе машины на одинаковое напряжение холостого хода. При работе нужно следить за показаниями амперметров, так как при неправильном распределении нагрузки между генераторами напряжение одного из них будет выше. 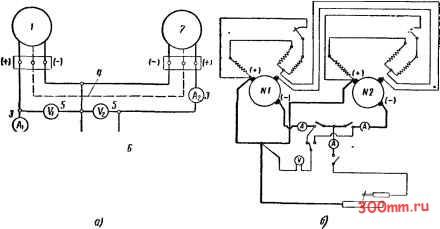 Рнс. 147. Параллельное соединение генераторов: о -схема соединения генераторов многопостовых преобразователей на параллельную работу: 7 - генератор №1. 2-генератор № 2, 5 - амперметры, 4 - уравнительный провод, 5 - вольтметры, 6 - рубильник; б - схема соединения двух одиопостовых генераторов СМГ-2 на параллельную работу чем другого, и ток пойдет в тот генератор, где напряжение ниже. Последний будет работать как электродвигатель и может размагнититься, в этом случае стрелка амперметра отклонится влево от нуля. При этом нужно немедленно выключить рубильник и снова отрегулировать распределение нагрузок между генераторами. На многопостовых преобразователях предусматриваются уравнительные контакты, с помощью которых генераторы соединяются уравнительным проводом. При понижении напряжения на одной машине ток по уравнительному проводу идет в машину с более низким напряжением подмагничивает полюса и повышает напряжение данного генератора, выравнивая его с напряжением другого генератора, включенного параллельно. Сечение уравнительного провода равно 10-16 мм. Схема параллельного соединения генераторов многопостовых преобразователей дана на рис. 147, а. На рис. 147, б показана схема соединения двух одиопостовых сварочных генераторов СМГ-2 на параллельную работу. Цепь возбуждения генератора № I отключается от щеток и присоединяется к щеткам генератора № 2, а цепь возбуждения генератора № 2- к щеткам генератора № 1. Такой способ перекрестного питания возбуждения генераторов обеспечивает их устойчивую параллельную работу. § 7. Обслуживание сварочных преобразователей Сварочный преобразователь может длительно и безотказно работать при систематическом уходе за ним. Особого ухода требует коллектор генератора, щетки и подщипники. Коллектор нужно время от времени очищать от пыли чистой тряпкой, смоченной в бензине, причем выполняется эта операция при неработающем генераторе. При правильной работе мащины на коллекторе не должно быть следов нагара. Мелкое (бисерное) искрение щеток, не оставляющее следов нагара на коллекторе, не опасно. Если на коллекторе появляются следы нагара, нужно выяснить причину этого явления и устранить ее, а коллектор прошлифовать мелкозернистой прессованной пемзой или мелкой стеклянной бумагой, натянутой на деревянную колодку, имеющую форму поверхности коллектора. Шлифовку следует производить равномерно по всему коллектору. Шлифовать коллектор наждачной бумагой категорически воспрещается. Если со временем между пластинами начинает выступать слюда, то при работе щеток появляется искрение и шум. В этом случае следует специальной пилкой осторожно выбрать слюду между пластинками на глубину около 1 мм, а затем мелким трехгранным напильником снять образовавшиеся заусенцы и прошлифовать коллектор на ходу при поднятых щетках. Щеточный механизм следует регулярно осматривать. Поврежденную или изношенную щетку надо заменить новой и притереть ее к коллектору. Для этого под щетку (стеклом к ней) под-кладывают полоску мелкой стеклянной бумаги. Стеклянную бумагу пропускают под щеткой в направлении вращения машины до тех пор, пока щетка не будет плотно прилегать к коллектору. Притирку производят при нормальном нажатии пружины щеткодержателя. После притирания щеток (как и после шлифовки коллектора) образовавшуюся пыль надо удалить, а для окончательной ири-шлифовки щеток дать генератору поработать вхолостую. При установке новых щеток нужно убедиться в том, что все они выровнены, одновременно сходят с пластины и вступают на новую; нужно также проверить, передвигаются ли щетки в обойме свободно, без заедания, и не качаются ли в ней. Нижний край обойм должен находиться на расстоянии 2-3 мм от коллектора. Неправильное положение траверсы может вызвать также сильное искрение щеток и даже обгорание коллектора. Смазка в шарикоподшипниках с течением времени густеет и загрязняется. Поэтому ее следует менять один или два раза в год. После удаления загрязненной смазки надо тщательно промыть подшипники бензином из шприца, после чего снова наполнить их смазкой. При разборке подшипников необходимо следить, чтобы в них не попала пыль, песок и пр. Изоляция машин вследствие попадания влаги может отсыреть, что уменьшает ее сопротивление. Это возможно, если машина длительное время находилась в бездействии на открытом воздухе или в сыром неотапливаемом помещении. В таких случаях перед пуском в работу машину следует просушить способом, указанным в заводской инструкции по обслуживанию преобразователя данного типа. § 8. Области применения сварочных трансформаторов и преобразователей Сварочные трансформаторы проще, легче по весу и дешевле сварочных преобразователей постоянного тока. Поскольку сварка толстопокрытыми электродами на переменном токе обеспечивает получение сварных швов высокого качества, сварочные трансформаторы нашли самое широкое применение в различных областях. Около 80% всего объема сварочных работ производится на переменном токе с использованием сварочных трансформаторов. Сравнительные данные применения сварочного трансформатора (переменный ток) и однопостового преобразователя (постоянный ток) приводятся ниже:
Тем не менее, несмотря на все преимущества трансформат®ров перед сварочными машинами постоянного тока, Последние достаточно широко используются в тех случаях, ко-да этевызывается технологической необходимостью, например при отсутствии источников электрической энергии, при сварке цветных металлов, чугуна, подводной сварке и резке, сварке тонкого металла, сварке электродами с покрытием основного характера (для которых требуется сварка на постоянном токе) и в других случаях. В связи с этим сварочные машины постоянного тока различных типов и характеристик выпускаются промышленностью в больших количествах.
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2025 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


