
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей ГЛАВА XX ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ § 1. Общие сведения Для сварки под флюсом применяются два вида автоматического оборудования: подвесные или самоходные сварочные головки и сварочные тракторы. Основой каждого из них является устройство для подачи проволоки и способ регулирования длины дуги, обеспечивающие устойчивое горение дуги под флюсом. Применяются два вида головок: с постоянной скоростью подачи проволоки и переменной, изменяющейся с уменьшением или увеличением длины дуги. в головках первого типа скорость подачи проволоки в процессе сварки остается постоянной и не зависит от напряжения дуги. Длина дуги саморегулируется следующим образом. Представим себе, что длина дуги увеличилась. Тогда возрастет напряжение дуги, вследствие же падающей характеристики источника тока сварочный ток уменьшится. От этого понизится скорость плавления проволоки и длина дуги сократится, так как проволока поступает в дугу с постоянной скоростью. Следовательно, нарушенное равновесие будет восстановлено. Если, наоборот, дуга станет короче, то ее напряжение уменьшится, а сварочный ток возрастет. Скорость плавления проволоки увеличится и вновь станет равной скорости ее подачи. Устройства этого типа были изобретены В. Н. Дятловым и получили широкое распространение вследствие своей простоты. Эти устройства работают удовлетворительно, если напряжение сети изменяется не более чем на 5-8%. С повышением плотности тока процесс саморегулирования дуги улучшается. в головках второго типа скорость подачи проволоки изменяется в зависимости от изменения напряжения дуги, для чего предусматривается специальный электрический регулятор, увеличивающий или уменьшающий скорость подачи проволоки при удлинении или укорочении дуги. Головки второго типа наиболее пригодны для сварки при малых токах и низком напряжении дуги. § 2. Сварочные головки Сварочные головки устанавливаются на сварочном стенде неподвижно или на самоходной тележке, перемещающейся по направляющим рельсам вдоль шва. Если головка устаншлеиа неподвижно, то относительн© ее перемещается изделие. Такая система обычно применяется при сварке круговых швов в цилиндрических сосудах. 1020 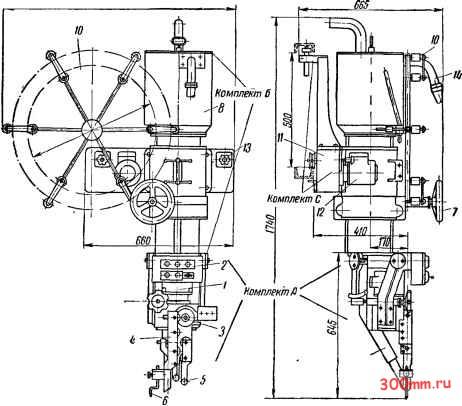 Схема пульта управления
Рис. 148. Головка типа АБС- / - указатель движения по шву, 2- ролики механизма правки проволоки. S - катушка для проволоки, 4 - буикер для флюса, 5 - маховичок включения фрикциона самоходной тележки, б -пульт управления головкой, 7- электродвигатель головки, в-ролик, подающий проволоку. * - контактный ролик, 10 - труба для подачи флюса в шов, - электродвигатель тележки,-/г-тележка самоходная, /3 - труба подачи воздуха для отсоса флюса со шва, Ы - маховичок механизма подъема н опускания головки На рис. 148 показана универсальная сварочная головка АБС конструкции Института электросварки им. Е. О. Патона, нашедшая широкое применение в промышленности. Головка состоит из трех комплектов: комплекта А - собственно головки (подающего механизма); комплекта Б - подъемного механизма с флюсоаппаратом и державкой для проволоки; комплекта С - самоходной тележки. Сочетание комплектов А и Б может использоваться в качестве подвесной неподвижной головки. Комплекты Л, Б и С вместе составляют самоходную головку. Головка служит для сварки стыковых, нахлесточных, прямолинейных и круглых щвов. Головка работает с постоянной скоростью подачи проволоки, независимой от изменения напряжения дуги. Техническая характеристика головки АБС Пределы допускаемого сварочного тока, а..... 400-2000 Диаметр электродной проволоки, мм....... 5-6 Пределы изменения скорости подачи электродной проволоки, м/час.......j........ 28,5-225 Пределы поперечного перемещения электрода относительно оси шва, мм............... ±100 Угол наклона электрода вдоль шва, град..... до 60 поперек шва, град .... ±45 Вертикальный подъем электрода, мм........ до 200 Запас проволоки в державке, кг.......... 12-15 Скорость перемещения вдоль шва (скорость сварки), м/час..................... 16,8-100 Вес комплекта, кг: АБ ..................... 120 АБС..................... 160 § 3. Сварочные тракторы Сварочные тракторы состоят из сварочной головки с бункером для флюса и самоходной тележки. Они перемещаются при сварке непосредственно по поверхности изделия, вдоль линии свариваемого шва. В промышленности нашли наиболее широкое применение три типа сварочных тракторов: тракторы типа ТС Института электросварки им. Е. О. Патона, тракторы типа УТ ЦНИИТМАШ и типа Аде завода Электрик . Технические данные, характеризующие некоторые типы сварочных тракторов, приведены в табл. 62. Трактор ТС-17-М-У, изображенный на рис. 144, предназначен для сварки стыковых швов с разделкой кромок и без нее, швов в нахлестку, угловых швов и швов в лодочку. Сварочная головка трактора ТС-17-М-У работает по принципу подачи проволоки к дуге с постоянной скоростью. Трактор (рис. 149, а) имеет один электродвигатель 10, с помощью которого приводится в движение механизм для перемещения трак-
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||
|
© 1998 - 2025 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


