
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей Для регулирования скорости нагрева и плавления металла изменяют угол наклона мундштука и применяют различные способы движения концом мундштука и присадочной проволоки, как это показано на рис. 161. Способ а используется при сварке тонких листов, способы бив - при сварке более толстого металла. Поверхность свариваемого металла 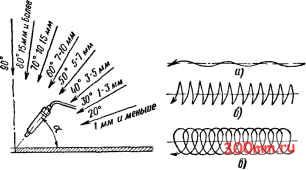 Рис. 161. Углы наклона мундштука горелки к свариваемому металлу в зависимости от его толщины и траектории движений конца мундштука Мундштук должен быть расположен так, чтобы ядро пламени не касалось расплавленного металла во избежание науглероживания последнего. Ванна расплавленного металла должна быть всег- 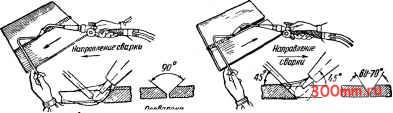 , Правалат ДОтМ -Горелка Рис. 162. Схемы газовой сварки. а - левой, б -. правой да защищена факелом и восстановительной зоной пламени от окисления кислородом окружающего воздуха. Способы газовой сварки. Применяются два основных способа газовой сварки: левая сварка и правая сварка. Левая сварка (рис. 162, а) характеризуется перемещением горелки в направлении справа налево и присадочной проволоки впереди сварочного пламени, которое направлено на еще не- сваренную часть шва. При этом способе металл недостаточно защищен пламенем от окисления, тепло пламени используется частично, так как увеличиваются потери его в окружающую среду, производительность сварки невысокая. Правая сварка (рис. 162, б) характеризуется перемещением горелки слева направо впереди присадочной проволоки. Пламя направлено на сваренную часть шва и конец присадочного прутка. Большее количество тепла пламени идет на расплавление металла сварочной ванны. Колебательные движения мундштука и проволоки в поперечном направлении производятся реже, чем при левой сварке. Конец проволоки, все время погруженный в сварочную ванну, перемешивает ее и облегчает удаление окислов в шлаки. При сваркелистов толщиной свыше 6 мм восстановительная зона пламени, имеющая наиболее высокую температуру, оказывается погруженной в разделку кромок шва, благодаря чему тепло используется более эффективно и производительность сварки возрастает на 20-25%, а расход газов снижается на 15-25%, по сравнению с левым способом сварки. При сварке листов толщиной 1-3 мм, наоборот, более эффективным способом является левая сварка. Поэтому правую сварку следует применять только при сварке металла толщиной свыше 5-6 мм. При правой сварке угол раскрытия кромок шва должен составлять 70 . Мощность горелки при сварке стали берется 150 л/час ацетилена на 1 мм толщины металла. Правая сварка обеспечивает полный провар стали толщиной до 6 мм без скоса кромок, когда она выполняется с одной стороны. Сварка многопламенными горелками является дальнейшим развитием правой сварки. Вместо одного пламени применяется несколько пламен (два и три), каждое из которых выполняет определенную функцию: подогрев кромок, подогрев проволоки, плавление и сварка. Сварка ведется при прямолинейном перемещении горелки вдоль шва. Способ этот требует большого искусства от сварщика и может применяться при сварке металла толщиной свыше 6 мм. Он обеспечивает повышение производительности на 25-50% и снижение расхода газов на 1 ж шва на 15-25% по сравнению со сваркой левым способом однопламенной . горелкой той же мощности. Автоматическая газовая сварка осуществляется также многопламенной горелкой. Горелка крепится неподвижно к станку, а свариваемое изделие движется вдоль нее так, чтобы оси всех языков пламени были расположены по оси шва. Автоматическую сварку многопламенными горелками целесообразно применять при массовом производстве однотипных изделий, например тонкостенных труб, где она обеспечивает высокую производительность процесса. Многослойная сварка используется для соединения металла большой толщины, порядка 15-20 мм и более. Мно- гослойная сварка применяется также при сварке труб из молибденовой и хромомолибденовой теплоустойчивой стали меньшей толщины. Сварка ведется короткими участками. Предварительно проволочной щеткой очищаются от окалины нижележащие слои. Способ этот менее производителен, но дает наплавленный металл с лучшими механическими свойствами, так как при нем уменьшается общая зона нагрева, происходит отжиг и нормализавд1я наплавленного металла предьщущих слоев при наложении последующих швов. Потолочной сваркой выполняются швы на горизонтальной и вертикальной плоскостях. При потолочной сварке основной задачей является удержание капли расплавленного металла от стекания вниз. Для этого применяется пламя с меньшей скоростью истечения горючей смеси из мундштука ( мягкое пламя), давлением газов которого удерживается расплавленный металл сварочной ванны до момента начала его кристаллизации. Потолочную сварку легче вести правым способом, так как в этом случае облегчается формирование шва, а конец присадочной проволоки служит дополнительным средством для удержания металла. Сварка двойным валиком применяется при односторонней сварке листов толщиной до 6-8 мм без разделки кромок. Сварку ведут при вертикальном положении листов и шва. В начале шва сварщик проплавляет в листах сквозное отверстие. Затем, заполняя его наплавкой на нижнюю кромку отверстия металла присадочного пругка и верхней кромки, перемещает пламя в отверстии вверх, образуя валик, проходящий насквозь через всю толщину свариваемых, листов. Этот способ позволяет получить плотный металл шва и может выполняться двумя сварщиками при одновременной сварке более толстых листов с двух сторон. § 3. Сварка листов Предварительно перед сваркой листы прихватывают короткими швами, ширина и толщина которых должна составлять не более ширины и толщины основного шва. Расстояние между прихватками выдерживается при толщине листов до 2 лш25-40 мм; при большей толщине 60 100 мм. Прихватки накладывают от середины шва к его концам. От конца шва или кромки отверстия прихватки должны располагаться на расстоянии не менее 10 мм. При наложении прихваток с двух сторон шва их располагают в шахматном порядке. Сварку ведут обратно-ступенчатым способом, отдельными участками, тщательно проваривая места, где наложены прихватки. Для уменьшения коробления листов при сварке, повышения точности сборки и производительности труда прихватку, сборку и сварку рекомевдуется вести в приспособлениях. При наложении прихва-
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2025 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


