
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей электрического тока до 200 а, пропускаемого по обмотке из нескольких витков провода, окружающего изделие. Под действием магнитного силового поля, возникающего в свариваемом изделии, частицы железного порошка располагаются гуще около мест, где имеются дефекты: непровар, включение шлака, трещина и пр. Это объясняется образованием в этих местах местных магнитных полюсов, притягивающих частицы магнитного порошка. Магнитным методом можно выявить в стальных изделиях мелкие внутренние трещины, непровары и другие дефекты на глубине до 5-6 мм. Дефекты на большей глубине этим методом не выявляются. Этот метод широкого практического применения не находит. институтом ВНИИСТ (бывш. ВНИИстройнефть) разработан и внедрен магнитографический метод контроля сварных швов стальных трубопроводов. Дефекты шва, обнаруженные этим способом, отмечаются (фиксируются) на специальной ферромагнитной пленке подобной применяемой для звукозаписывающих установок Вследствие неоднородности металла шва в месте расположения дефекта магнитная проницаемость его изменяется, поэтому меняется и степень намагничивания пленки на этом участке. Наличие дефекта, например трещины, увеличивает остаточную намагниченность пленки. Если пленку пропустить затем через аппарат для воспроизведения магнитной звукозаписи, а получаемые импульсы передавать на осциллограф*, то по величине и форме отклонения луча на экране осциллографа можно судить о величине и характере дефекта шва. Магнитографический метод контроля достаточно прост и точен, им можно проверять швы, находящиеся в различных пространственных положениях, он безвреден для обслуживающего персонала. Этот метод может применяться для проверки стали толщиной не более 12 мм. Им широко пользуются при контроле стыков трубопроводов, свариваемых в полевых условиях. На рис. 181 схематически показан способ контроля магнитографическим методом, а на рис. 182 - форма кривых, получаемых на экране осциллографа при различных дефектах шва. Контроль с помощью электронно-оптического преобразователя. Схема устройства электронно-оптического преобразователя показа-нана рис. 183. Шов / просвечивается рентгеновскими лучами, которые, пройдя стеклянную стенку вакуумной трубки, вызывают свечение слоя 3 флуоресцирующего вещества, нанесенного на алюминиевый экран 2. На экране возникает изображение шва. * Осциллографом называется электронный прибор, применяемый, для наблюдения и регистрирования переменных электрических токов высокой частоты Наблюдение производится с помощью специального экрана, на котором колеблющийся луч образует сплошную кривую, соответствующую частоте и величине колебаний. Колебания могут регистрироваться также на фотопленке. 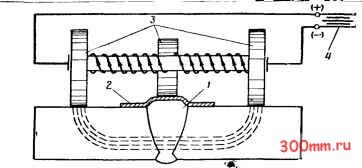 Рис. 181. Схема магнитографического метода контроля: t - контролируемый шов, 2 - ферромагнитная пленка, S - электро ыагнит, 4 - источник постоянного тока Рис. 182. Характер кривых на экране осциллографа при различных дефектах, обнаруживаемых магнитографическим методом: а - продольные трещины, б-поперечные трещниы, в - непровары (выпуклость кривой увеличивается с увеличением глубины непровара), г газовые поры и шлаковые включения 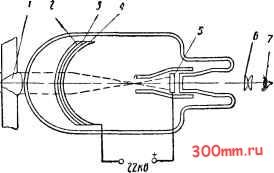 Рис 183. Схема электронно-оптического преобразова- теля для контроля сварных швов Непосредственно на флуоресцентный экран 5 нанесен фотокатод 4. Свечение экрана освобождает электроны фотокатода, число которых в каждой его точке будет пропорционально яркости свечения экрана и интенсивности лучей, прошедших через шов. Освобожденные электроны ускоряются высоким напряжением от внешнего источника питания и попадают на анод-флуоресцентный экран 5, вызывая его свечение, яркостью в 1000 раз большей, чем экрана 3. На экране 5 возникает уменьшенное изображение шва, которое наблюдатель 7 рассматривает через оптическую увеличительную линзу 6. Этим методом можно просматривать все сварные швы, выявляя скрытые в них дефекты.
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2025 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


