
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей сокращает длительность производственного цикла и снижает себестоимость изделия. Поэтому при современном уровне организации сварочных работ использование приспособлений является обязательным. Сборка и сварка без приспо;;облений допускается только в отдельных случаях, когда это диктуется необходимостью и местными условиями (ограниченными сроками работ, простотой формы конструкции и др.). Приспособления бывают сборочные и сборочно-сварочные. В приспособлениях первой группы производится только сборка изделий, а в приспособлениях второй группы -сборка и сварка. Чаще применяются сборочно-сварочные приспособления, так как они не требуют снятия изделия после сборки. Какие приспособления яатяются наиболее целесообразными в том или ином случае-следует определять с учетом типа сварной конструкции и организации производственного процесса. При сборке и сварке в качестве приспособлений используют прихватки, стяжки, плиты, распорки. Находят широкое применение и более сложные приспособления - кондукторы, поворотные столы (манипуляторы), кантователи, роликовые стенды и др. Более сложные приспособления выгодны при массовом и крупносерийном производстве однотипных сварных изделий. Приспособления для сборки и сварки можно разбить на следу¥>щие типы. Опорные. К ним относятся плиты, стеллажи, сборочно-сварочные стенды. Плиты для сборки выполняются из чугуна литыми с пазами для закладки головок болтов, закрепляющих изделия. Кроме того, они имеют дополнительные отверстия для установки различных упоров. Постоянные сварочно-сборочные стенды изготовляют из двутавровых балок, швеллеров или рельсов с продольными пазами для крепящих болтов. Изготовление чугунных плит обходится дороже, но они имеют то преимущество, что к их поверхности не привариваются капли металла. Для сборки решетчатых конструкций применяют стеллажи, располагаемые на козлах или столбах, вдоль которых сверху укладывают балки или рельсы. На рис. 185, о показан стеллаж для сборки и сварки решетчатых стропильных ферм из угловой стали, а также различные стяжные и упорные приспособления для закрепления элементов фермы на стеллаже. При сварке стыковых швов плоских листов из стали применяются также магнитные стенды. Магнитные стенды не препятствуют перемещению листов в результате усадки металла под действием внутренних напряжений, но предупреждают их коробление в процессе сварки в плоскости, перпендикулярной плоскости шва. Упорные и зажимные. В качестве упоров используют фиксаторы из отрезков уголков, шпильки и др. (рис. 185, б и г). Зажимные болты изготовляют с квадратной или прямоугольной головкой, Г Ноургпыши -финсаторы Прюсбатш Стеллажи 1111 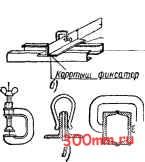 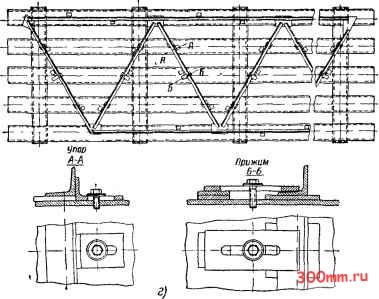 Рис. 185. Приспособления для сборки и сварки решетчатых стропильных ферм: а -стеллажи, б - приспособлевве для установки, виг - приспособления для закрепления элементов фермы на стеллаже вставляемой в пазы стеллажа. Для стягивания листов и деталей применяются струбцины и скобы различных размеров и конструкций (рис. 185, в). Широко используются быстродействующие пневматические зажимные устройства, приводимые в действие сжатым воздухом давлением 4-5 ати, подача которого в зажимное устройство и выпуск из него производится поворотом распределительного крана. Стяжки и распоры. Эти приспособления применяют для стягивания листов между собой или распора их изнутри, например, при сварке цилиндрических обечаек. Простейшим видом стяжек являются два уголка, временно прихватываемые к поверхности листов и стягиваемые с помощью болта с гайкой. После прихватки уголки срубают, а место их приварки зачищают. Распорные приспособления состоят из двух или нескольких болтов, ввертываемых в общую стяжку или кольцо; вращая болты, распирают обечайку изнутри. Обычно этими приспособлениями пользуются при сварке поперечных швов обечаек (рис. 186). При монтаже и сварке резервуарЪв для стягивания и выравнивания кромок листов используют сборочно-клиновые приспособления, устройство и применение которых показано на рис. 187, а. Для повышения точности сборки и сварки продольных швов резервуаров применяют струбцины со стяжными винтами, изображенные на рис. 187, б. Поворотные. Крупные цилиндрические изделия (котлы, цистерны и т. д.) в процессе сварки поворачивают при помощи роликов, имеющих редукторный привод для вращения от электродвигателя (рис. 188, а). Автоматическую сварку колонн, балок, опор и других изделий из листовой стали выполняют с помощью различных кантователей (рис. 188, б) с электроприводом или гидроприводом грузоподъемностью до 15 m и более. Кантователь поворачивает всю сваривае-Mjo конструкцию в сборе на опорных роликах и позволяет вести сварку всех швов в нижнем, т. е. наиболее удобном положении. При сварке колонн и балок используются также цепные кантователи (рис. 188, в), кантователи с челюстными захватами и др В качестве универсальных поворотных приспособлений при сварке машиностроительных конструкций применяют поворотные столы или манипуляторы и позиционеры (рис. 188, г и д), которые могут поворачиваться в пределах до 360° и наклоняться под углом до 180 Столы делают как с ручным приводом (рис. 188, г), так и с приводом от электродвигателя (рис. 188, д). В последнем случае движениями стола управляют с помощью кнопок. Существуют манипуляторы с гидравлическим, пневматическим (сжатым воздухом) или комбинированным гидро- и пневмоэлектрическим приводом. Грузоподъемность применяемых в промышленности манипуляторов
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2025 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


