
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей Для сварки ванным способом горизонтальных стержней применяется стальная форма / (рис. 44). При сварке трехфазной дугой добавляются боковые ограничительные пластинки 2. Форма приваривается к металлу стыка и остается на стержне. Перед сваркой торцы и боковые поверхности концов стержней зачищаются стальной щеткой. Зазор между стержнями должен быть равен 1,5 диаметра электрода (с покрытием). Несовпадение осей стержней не должно превышать 5% диаметра стержней. Применяются также медные формы, удаляемые после сварки. 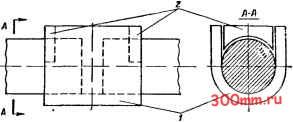 Рис. 44. Ванный способ сварки стыков горизонтальных стержней Таблица 13 Режимы сварки однофазной дугой электродами с покрытием УОНИ-13/45 или УОНИ-13/55 Горизонтальные стержни свариваются однофазной дугой электродами диаметром 5-8 мм с покрытием УОНИ-13/45 или УОНИ-13/55 (см. табл. 13). Металл ванны должен все время находиться в жидком состоянии, чтобы расплавленные торцы стержней могли сплавляться с металлом ванны. После сварки первой половины сечения стыка дугу следует направлять преимущественно на среднюю часть ванны, уменьшая нагрев торцов стержней. По окончании сварки для предупреждения образования в стыке усадочных раковин ему придают утолщение высотой 2 - 3 мм. Для увеличения коэффициента наплавки, понижения температуры ванны и снижения относительного количества шлака при сварке в дугу вводятся дополнительно стальные присадочные прутки. В начале сварки расплавляют нижнюю стенку формы и сваривают ее с кромками стержней без добавления присадочных прутков. Постепенно, производя колебательные движения электродом перпендикулярно осям стержней, заплавляют все сечения стыка. Излишек шлака удаляется из ванны специальным черпаком. Слой
шлака над поверхностью ванны не должен превьплать 5-8 мм. Режимы сварки стыков трехфазной дугой следующие: Диаметр стержней, мм . . 50 100 Диаметр электродов, мм . 6 + 6 8+8 Ток, о.......... 280 + 400 450--600 Время Сварки одного стыка, мин........... 2,5 + 3,2 6,25-1-7 Стыки вертикальных стержней сваривают с применением штампованной формы из листовой стали (рис. 45, а). Конец верхнего стфжня скашивают с двух сторон под углом 35°, оставляя на торце площадку шириной 4-6 мм. Зазор между торцами стыков дол- 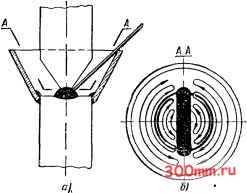 Рис. 45. Ванный способ сварки стыков вертикальных стержней жен быть 2-3 мм. Форму предварительно приваривают по окружности к нижнему стержню. После этого конец верхнего стержня приваривают к нижнему и продолжают заполнение формы жидким металлом, перемещая конец электрода попеременно полукругами то с одной, то с другой стороны (рис. 45, б). Одновременно расплавляют поверхности торцов стержней и сплавляют их с металлом ванны. Избыток шлака выпускается через отверстия в стенке формы, специально прожигаемые электродом. Режимы сварки стыков вертикальных стержней однофазной дугой приведены в табл. 14. Вертикальные стержни можно сваривать также трехфазной дугой Таблица 14 Режимы сварки стыков вертикальных стержней однофазной дугой
на тех же режимах, которые применяются при сварке стыков горизонтальных стержней. При ванном способе сварки стержней может происходить зашлаковка их торцов, особенно в нижней части стыка, что снижает прочность соединения. Причиной зашлаковки является слишком быстрый отвод тепла от торцов свариваемых стержней. Для уменьшения зашлаковки приходится предварительно подогревать торцы. Можно также усиливать охлаждение наружных участков шва путем искусственного охлаждения формы, а также использования форм из более теплопроводного металла, чем сталь, например из меди. В этом случае шлаки будут собираться вблизи поверхности стыка, где происходит наиболее интенсивный отвод тепла. Стыки стержней диаметром 30-80 мм выполняются многоэлектродной сваркой. В электрододержателе устанавливаются параллельно 3-5 электродов, приваренных к пластине. Электроды плавятся одновременно, заполняя стык жидким металлом. Собранный стык предварительно закрепляется прихватками. Для сварки используются электроды УОНИ-13/55 или УП-2/55. При таком способе сварки используют также медную форму вместо стальной подкладки. В настоящее время арматурные стержни большого диаметра свариваются полуавтоматическим способом под флюсом с использованием керамической формы, которая после сварки разбивается и удаляется, а также автоматическим электрошлаковым способом в медной форме. § 14: Сварка трехфазной дугой Этот способ разработан Г. П. Михайловым и впервые был внедрен на Уральском заводе тяжелого машиностроения (УЗТМ). Он особенно пригоден для сварки швов с большим объемом наплавленного металла: при изготовлении конструкций из низколегированных и легированных сталей средней и большой толщины, при наплавке твердыми сплавами и при заварке дефектов стального литья. Сущность способа (рис. 46) состоит в том, что к двум электродам 3 я 4 я свариваемому металлу / переменный ток подводится одновременно от трех фаз источника тока. Вследствие этого возникают три одновременно горящие сварочные дуги: по одной между каждым из электродов и металлом (дуги 2 и 6) и дуга 5 - между электродами. При этом выделяется большое количество тепла, вследствие чего возрастает скорость плавления электродов, а производительность сварки увеличивается в 2-3 раза по сравнению с обычной сваркой однофазной дугой.
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2025 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


