
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей стке возникают напряжения растяжения, выпрямляющие изделие. Этот метод Прост и эффективен. Для устранения остаточных напряжений после холодной или горячей правки, если это требуется по условиям работы конструкции, производят термообработку сварного изделия. § 6. Термическая обработка сварных изделий После сварки изделия иногда подвергают термической обработке. Полный отжиг выполняется путем нагревания стального-изделия ДО 820-930°, выдержки при этой температуре и последующим медленным охлаждением. Полный ОТЖИГ обеспечивает: 1) получение мелкозернистого строения металла шва, что повышает пластичность наплавленного металла и металла переходной зоны. При этом благодаря улучшению сцепления зерен между собой повышается вязкость металла; 2) понижение твердости металла шва, что облегчает последующую обработку его резанием или давлением; 3) уничтожение внутренних напряжений Ъ сварном изделии. Время выдержки при температуре отжига составляет от 0,75 до 1 мин на каждый миллиметр толщины изделия; общее время выдержки должно быть не менее 30 мин. Затем изделие медленно охлаждают вместе с печью со скоростью от 50 до 75° в час до температуры 300°, после чего его можно вынимать из печи и охлаждать на воздухе. Слишком длительная выдержка при максимальной температуре Отжига вредна, так как способствует росту зерен. Особенно это сказывается на мягкой малоуглеродистой стали при температуре выше 1000°. Ниже этой температуры рост зерна будет незначителен даже при выдержке до 7-8 час. На рис. 63 показана схема изменения структуры стали при полном отжиге. До отжига металл 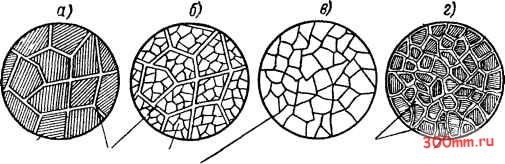 Шелезо и Чистое Шелезои унелезо углерод Чистое телезо тепезо и углерод Рис 63. Схематическое изображение постепенного изменения структуры стали при ПОЛНОМ отжиге имеет крупнозернистое строение (рис. 63, а). При достижении определенной температуры внутри этих крупных зерен образуются более мелкие зерна металла (рис. 63, б). К концу нагревания этот процесс заканчивается и металл приобретает равномерное и однородное строение (рис. 63, в). Если теперь сталь начать медленно охлаждать, то ее мелкозернистое строение сохранится, а по границам зерен выделится мягкое, пластичное чистое железо (рис. 63, г), обеспечивающее хорошую связь между зернами стали и делающее весь металл вязким и пластичным. Такая структура остается и после отжига. Если при отжиге нагревать сталь до 1200°, т. е. до начала оплавления в среде, содержащей кислород, то происходит не только перегрев, но и пережог (окисление) металла. Пережженная сталь имеет окисленные с поверхности зерна, обладает большой хрупкостью и малой прочностью. Если перегретую сталь можно исправить повторным отжигом, то пережженный металл исправить нельзя. Нормализация отличается от полного отжига большей скоростью охлаждения. Повышенная скорость охлаждения в первые моменты после нагрева позволяет получить мелкозернистое строение металла. С этой целью сварное изделие после нагрева до температуры на 20-30° выше критической и выдержки вынимают из печи и охлаждают на воздухе. Металл шва при нормализации получается несколько более прочным, но менее пластичным, чем при отжиге. Чем мягче сталь, тем понижение ее пластичности при нормализации будет менее заметно; оно тем больше, чем больше углерода и марганца содержит сталь. Для мягкой малоуглеродистой стали, содержащей углерода меньше 0,2%, рекомендуется применять, как правило, нормализацию вместо отжига. Для улучшения качества сварных конструкций нормализация является наилучшим ввдом термической обработки. Отжиг для снятия напряжений (низкотемпературный отжиг или высокий отпуск) операция довольно сложная. При полном отжиге и нормализации внутренние напряжения уничтожаются, так как для этого достаточно нагреть изделие до температуры 600-650°, т. е. ниже температуры нагрева при полном отжиге и нормализации, и медленно охлаждать. Для устранения напряжений изделие подвергают нагреву только до 600-650° и после вьщержки (из расчета 2-2,5 мин на 1 мм толщины металла, но не менее 30 мин) - последующему медленному охлаждению вместе с печью до нормальной температуры. Поскольку при этом металл нагревается до температуры, лежащей ниже критической, никаких изменений его структуры не происходит. При отпуске можно нагревать изделие и до более низкой температуры, но тогда собственные сварочные напряжения частично останутся в изделии, хотя пики их значительно снизятся. Так, например, при нагреве стального изделия до 400-500* снимается до 50%, а при 200-300° -до 10-20% остаточных напряжений, возникающих в процессе сварки. Для отжига и нормализации всей сварной конструкции требуются соответствующие печи. Одна из конструкций таких отжигательных печей с выдвижным подом показана на рис. 64.  Рис 64. Печь с выдвижным подом для отжига и нормализации сварных 6apa6ai он котлов высокого давления § 7. Влияние низких и высоких температур на свойства сварных соединений Влияние низких температур на основной металл. При понижении температуры ниже известного предела обычные углеродистые стали и наплавленный из них металл становятся хрупкими и их ударная вязкость резко понижается, хотя предел прочности стали при этом даже несколько возрастает. Если при температуре +20° ударная вязкость малоуглеродистой стали Ст. 3 равна около \2> кгСМ/см, то при температуре-40° она составит всего только 0,5-1 кгСМ/см. Поэтому сварные соединения из стали при температуре ниже-40° могут давать трещины при ударных нагрузках или в местах концентрации напряжений. Отжиг после сварки устраняет внутренние напряжения и поэтому повышает надежность эксплуатации конструкции в условиях пониженной температуры. Малоуглеродистые легированные стали, содержащие cBbmie 3% никеля, например нержавеющие хромоникелевые стали, а также цветные металлы (медь, латунь, алюминий), не уменьшают своей ударной вязкости даже при очень низких температурах (до -270°) и не становятся при этом хрупкими. Поэтому их широко исполь-
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2025 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


