
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей § 4. Технология автоматической сварки под флюсом Кромки под сварку могут подготовляться машинной кислородной резкой или обработкой на станке. Ручная кислородная резка дает недостаточно чистый разрез. Перед сваркой кромки должны быть тщательно просушены и очищены от ржавчины, масла, краски, шлаков на ширину 50-60 мм в обе стороны от шва, а также от наплывов после кислородной резки. Детали перед сваркой должны прихватываться электродами с толстым покрытием. Площадь сечения прихваточных швов должна быть не более половины площади сечения основного шва. Сварка стыковых швов. В зависимости от конструкции изделия применяют двухстороннюю и одностороннюю сварку. Двухсторонняя сварка обеспечивает полный провар шва даже при некоторых дефектах сборки: смещении кромок, наличии больших зазоров и т. п. Подготовка кромок производится согласно рис. 82, а, г. Зазор между кромками не должен превышать 1 мм, чтобы жидкий металл ие протекал при сварке первого шва. Глубина проплавления при наложении первого шва должна составлять 60-70% толщины металла. Первый шов сваривается на весу, без подкладок с обратной стороны. Если трудно при двухсторонней сварке Рис. 82. Подготовка кро- получить между кромками зазор менее 1 мм, мок при сварке под для предупреждения протекания металла при наложении первого шва необходимо предпринять следующее: 1. Вести сварку на флюсовой подушке. Свариваемые листы собираются с зазором 2-4 мм и укладываются на слой флюса, который с помощью специального приспособления (рис. 83) плотно прижимается к свариваемому металлу с обратной стороны и удерживает жидкий металл от вытекания. Свариваемые листы / укладываются на ролики 7, укрепленные на поворотных стойках 8. Кромки листов располагают вдоль двух швеллеров 5 и прижимают к ним с помощью электромагнитов 2 и 6. Между швеллерами уложен брезентовый желоб 5, в который насыпан флюс 4. Желоб опирается на стальную подкладку 9, под которой проложен резиновый шланг W, в шланг подается сжатый воздух. Для равномерного 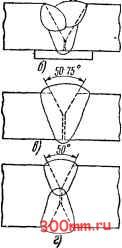 флюсом: а - при двухсторонней сварке, б - при многослойной односторонней сварке, в - прн односторонней сварке толстого металла, е - прн двухсторонней сварке толстого металла прилегания флюса к металлу давление воздуха должно быть: для листов 4-6 мм - 0,5-1 ати; для листов до 50 мм - 2-3 ати. После наложения шва с одной стороны листы поворачивают, зазор между ними тщательно очищают от остатков флюса, если нужно, подрубают зубилом и затем сваривают второй шов с другой стороны стыка уже без флюсовой подушки. При сварке толстых листов без скоса кромок величина зазора должна быть: для листов толщиной 30 мм-6-7 мм; 40 мм - 8-9 мм; 50 мм - 10-И мм. При сварке круговых швов цилиндрических сосудов применяют подвижные флюсовые подушки из транспортерной резиновой ленты. 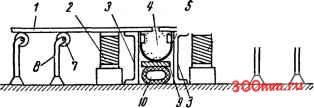 Рис. 83. Схема флюсовой подушки с пневматическим прижатием флюса На рис. 84 изображена подвижная флюсовая подушка конструкции Т. А. Возыка. На швеллере 4 укреплены правые рычаги 6 и левые рычаги 3, несущие на себе ролики 2, вокруг которых движется прорезиненная транспортерная лента 7. Ролик 5 служит для устранения трения между внутренними поверхностями ленты при сварке сосудов малого диаметра. Во избежание перекоса рычаги скрепляются стяжными болтами 9. Тележка 10 флюсовой подушки перемещается вдоль изделия по угольникам 50 x 50 мм. Прорезиненная лента имеет ширину 200 мм, толщину 10 мм и обшита асбестовым полотном с нашитыми по краям бортами из резины. Натяжение ленты осуществляется перемещением оси правого ролика по пазам в рычагах 6. Флюс на транспортерную ленту поступает из бункера 8. Лента прижимается к поверхности свариваемого сосуда весом правых рычагов и бункера и приводится в движение свариваемым сосудом, вращающимся на опорных роликах / в направлении, указанном стрелкой. 2. Вести сварку на временной стальной подкладке. Подкладка прихватывается дуговой сваркой с обратной стороны шва и засыпается флюсом. После сварки подкладка удаляется и шов сваривается с обратной стороны. 3. Выполнять сварку после предварительной подварки корня шва ручной сваркой. Способ этот менее производителен и его по возможности следует заменять автоматической сваркой шва с обеих сторон. Односторонний способ сварки применяется в случаях, когда размеры или форма изделия не позволяют использовать сварку с двух сторон. При этом применяют: 1. Сварку на стальной остающейся подкладке. Подкладка плотно подгоняется к листам с обратной стороны шва, прихватывается ручной дуговой сваркой, а затем проваривается автоматической сваркой одновременно с основным металлом. 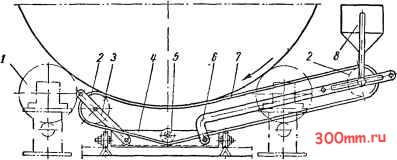 H. A-.JI  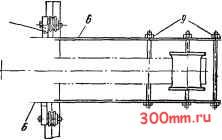 Рис. 84. Схема устройства подвижной флюсовой подушки для сварки кольцевых швов резервуаров 2. Сварку на флюсовой подушке с принудительным прижатием флюса (рис. 83 и 84). 3. Сварку на.медной подкладке. Медная подкладка устанавливается с нижней стороны шва и плотно прижимается к свариваемым листам с помощью механических или пневматических нажимных приспособлений. Зазор между листами не должен превышать 0,5 мм. Медная подкладка после сварки легко отделяется от стальных листов, так как она к ним не приваривается. При сварке листов с зазором 2-3 мм в медной подкладке делается желобок, в который насыпается флюс. В этом случае с обратной стороны шва образуется валик. Толщина подкладки при тонких листах берется от 5 до 10 мм; при листах толщиной 20-30 мм - 10-15 мм. Ширина подкладки 40-80 мм.
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2025 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


