
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей Вместо подкладки применяют также медный башмак, охлаждаемый водой и скользящий по обратной стороне шва во время сварки. При сварке на скользящем медном башмаке листы собираются в стык с зазором 2-3 мм и через каждый 1,2-1,5 м скрепляются сборочными гребенками, прихватываемыми дуговой сваркой. Сварочный трактор ТС-32 (рис. 85) имеет тонкий нож 5 толщиной 1--1,5 мм, проходящий через зазор в стыке и с помощью пружины, прижимающий тягу 5 к нижней стороне свариваемых листов. На тяге расположены ролики 4 и охлаждаемый водой медный башмак /. Ведущие колеса 2 сварочного трактора перемещаются по листам, причем нож 3 обеспечивает направление электрода точно по зазору свариваемого шва. Дуга горит под флюсом над баш- Прутина Электрод Трактор Направление 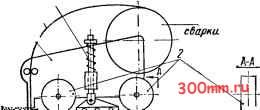 Сборочная гребенка  ЛрихВатка Рис. 85. Сварка листов в стык с зазором на медном скользящем башмаке тракторо.ч ТС-32 маком, удерживающим жидкий металл от протекания и формирующим обратную сторону шва. По мере продвижения автомата вдоль шва сборочные гребенки срубаются. Этот способ разработан Институтом электросварки им. Е. О. Патона и применяется для сварки стыковых швов при толщине листового материала от З-до 12 мм. Он не требует дорогих и сложных сборочно-сварочных приспособлений и может испачьзоваться при сварке листов толщиной до 25 м.ч без разделки кромок (при повышенном зазоре между ними). 4. Одностороннюю сварку после предварительной ручной подварки. При толщине листов до 6 мм подварка выполняется без скоса крамок, при толщине 7-12 мм - со скосом кромок под углом 30° на глубину 4-5 мм, при толщине 12-50 мм - на глубину 5-9 мм. Глубина проплавления при автоматической сварке должна обеспечивать расплавление металла шва, наплавленного вручную. Ручная подварка связана с увеличением затрат труда и поэтому ее по возможности следует избегать. 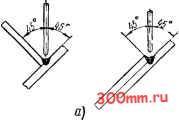 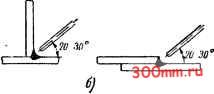 Рис. 86. Сварка под флюсом: о-угловых Швов в лодочку, электродом б - наклонным 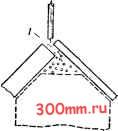 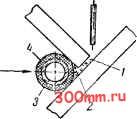 Науним Рис. 87. Сварка угловых швов на флюсовой подушке: 1- мелкий флюс, г - флюсовая подушка, 3 - стальная труба. - асбестовая обмотка   Рис. 88. Сварка угловых швов при увеличенном зазоре между листами: / ~ электродная проволока. флюс, S - стальная полоса, 4 - подварочный шов, 5- медная съемная подкладка, 6-асбестовая паста Сварка угловых швов. Угловые швы тавровых соединений и соединений в нахлестку сваривают или вертикальным электродом при положении шва в лодочку (рис. 86, а) или наклонным электродом при горизонтальном положении одного из листов (рис. 86, б). Сварка в лодочку производится на весу (без подкладки и флюсовой подушки), если зазоры между листами не превышают 1 мм. При больших зазорах сварку выполняют на флюсовой подушке (рис. 87). Сварка в лодочку требует приспособлений для кантования изделия - кантователей. Вместо флюсовой подушки можно применять стальную или медную прокладку, заделывать зазор асбестом или предварительно подваривать с обратной стороны (рис. 88). Наклонным электродом сваривают угловые швы, расположенные на горизонтальной (см. рис. 86, б) или вертикальной плоскости (рис. 89, г). При таком положении свариваемых листов металл шва стремится стекать на горизонтальный лист, поэтому получить шов с катетом более 10 мм затруднительно. При швах большего размера приходится прибегать к многослойной сварке. Угол наклона электрода к горизонтальной плоскости может изменяться от 15 до 45°, составляя в среднем 20-30°. Во избежание подрезов вертикальной стенки и наплывов металла на горизонтальный лист электрод должен передвигаться точно вдоль оси шва со смещением в сторону горизонтального листа на величину не более половины диаметра электрода. Сварка швов в нахлестку с оплавлением кромки. Благодаря значительному сварочному току под флюсом можно сваривать в нахлестку листы толщиной до 8 мм путем оплавления кромки верхнего листа. В этом случае электрод располагается вертикально и направляется точно вдоль кромки верхнего листа (рис. 89, а). При слишком большом смещении вправо (рис. 89, б) увеличивается глубина провара в нижнем листе и ослабляется шов. При смещении электрода влево от кромки (рис. 89, в) провар нижнего листа уменьшается и на шве появляются наплывы. В ряде конструкций применяются также прорезные соединения в нахлестку (рис. 89, д). Режим сварки. Под режимом автоматической сварки понимается сварочный ток, напряжение дуги и скорость сварки, которые определяют глубину провара и ширину сварного шва. Глубина провара возрастает с увеличением тока и уменьшением скорости сварки. Возрастание скорости сварки при неизменном токе уменьшает, а уменьшение скорости - увеличивает ширину валика. На глубину провара непосредственно влияет плотность сварочного тока, т. е. число ампер, приходящихся на 1 мм поперечного сечения электродной проволоки. Повышение плотности тока увеличивает глубину провара. Применяя проволоку малого диаметра и повьшюнную плотность тока, получают швы с глубоким проплавлением. На этом принципе основаны современные способы полуавтоматической и автоматической сварки под флюсом
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2025 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


