
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей ному гибкому шлангу в дугу одновременно и с одинаковой скоростью подаются три электродные проволоки диаметром 1,6-2 мм При такой сварке можно применять переменный ток до 800-900 а, вследствие чего производительность сварки возрастает в два раза по сравнению со сваркой одной проволокой. Используя проволоки разных марок, можно регулировать химический состав металла шва. § 7. Многодуговая сварка под флюсом Сварка одновременно двумя дугами обеспечивает получение более глубокого провара при умеренной мощности каждой дуги и высокой скорости сварки. Это обусловлено тем, что общая мощность, требуемая для заданной глубины провара, распределяется между двумя дугами. Чтобы получить необходимую глубину проплавления основного металла при сварке одной дугой, особенно на повышенных скоростях, нужен слишком большой ток, для чего требуется более сложное оборудование сварочной установки. При сварке двумя дугами один электрод обеспечивает необходимую глубину провара, а второй формирует верхнйю часть шва. ШпраВлеиие cBapi 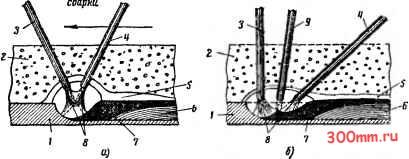 Рис. 96 Сварка двумя дугами с - без присадочной проволоки, б - с присадо кой проволокой, /-основной металл, 2-флюс, 3-передний электрод, 4 -задний (наклонный) электрод, 5- шлак, 6 - наплавленный металл, 7- жидкий металл сварочной ванны, 6-свароч ные дуги, Э - присадочная проволока Электродные проволоки располагаются так, чтобы расстояние между дугами составляло 40-50 мм. Для хорошего формирования шва точка подвода тока к изделию должна располагаться на оси шва. Сварка ведется по направлению к точке подвода тока. При несоблюдении этого условия дуга второго электрода будет блуждать вследствие магнитного дутья и шов получится неровным. Объем жидкой ванны при двухдуговой сварке в 2-4 раза пре- вышает объем ванны при сварке одной дугой. Поэтому изделие должно находиться в строго горизонтальном положении, так как даже при небольшом наклоне жидкий металл может стекать вдоль шва и тем изменять уровень ванны. Это обстоятельство может быть использовано также для регулирования процесса образования шва в желаемом направлении. При двухдуговой сварке (рис. 96) в зону плавления можно подавать дополнительную присадочную проволоку и таким образом увеличивать долю присадочного и уменьшать долю основного металла в шве, что особенно важно при сварке металла с повышенным содержанием ухудшающих свариваемость элементов - углерода, кремния, серы. Переходя из основного металла в металл шва, эти элементы вызывают появление трещин. Применение присадочной проволоки снижает также расход флюса, так как часть тепла сварочной зоны будет расходоваться на плавление проволоки, а не излишнего количества флюса. Сварка двумя последовательно расположенными дугами может производиться в одну общую или в две отдельные вайны. Применяемые режимы двухдуговой сварки приводятся в табл. 30. Таблица 30 Режимы двухдуговой сварки
Для многодуговой сварки применяются специальные сварочные головки, одновременно подающие обычно три проволоки диаметром от 2 до 10 мм. Скорость сварки составляет от 20 до 300 м/час, в зависимости от толщины свариваемого металла. Ток на каждом электроде может достигать 1200 а. Конструкция многодуговых головок допускает изменение угла наклона каждой проволоки, а также их взаимное смещение в поперечном к шву направлении, благодаря чему регулируется процесс формирования шва При многодуговой сварке можно регулировать химический состав металла шва применением электродных проволок различных марок. Многодуговая сварка требует более сложной конструкции автоматических головок. § 8. Автоматическая сварка под флюсом трехфазной дугой Как и при многодуговой сварке, сварка трехфазной дугой под флюсом производится двумя электродами. Один из электродов может быть расположен вертикально, другой наклонно. Под слоем флюса горят три дуги: две между электродами и свариваемым металлом и одна между электродами (рис. 97, а). Вследствие лучшего использования тепла производительность сварки возрастает в 2,5-3 раза. На 1 кг наплавленного металла при сварке трехфазной дугой под флюсом расходуется 2,1 кет ч вместо 2,75-Зквт ч, расходуемых при однодуговой сварке под слоем флюса на переменном токе. Гфазсс Направление 2фаза сварки 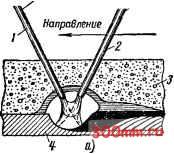 II Ш 3-фаза Рис. 97. Автоматическая сварка трехфазной дугой под флюсом: а-схема сварки: / и 2-электроды, 3 -флюс, 4 - свариваемый металл; б - расположение электродов при сварке трехфазной дугой Угол между электродами равен около 30°, расстояние между 1<онцами электрода 12 - 16 мм, при длине выступающего из мундштука конца электрода 70-100 мм. Электроды относительно оси шва могут располагаться различным образом, как это показано на рис. 97, б, что позволяет изменять форму шва. Электродами, находящимися в положении /. сваривают листы, имеющие одинаковую толщину, нормальный размер нескошенной части и нормальный зазор. Листы различной толщины сваривают электродами в положении или /, когда один из электродов смещается в сторону более толстого листа. Тонкие листы с нескошенными кромками и увеличенным зазором сваривают электродами в положении IV. В последнем случае первый слой сваривают только одной дугой, выключив второй электрод для предупреждения прожога листов. Трехфазной дугой производят двухстороннюю сварку листов толщиной до 30-35 мм без скоса или с уменьшенным скосом кромок. Режимы сварки трехфазной дугой приведены в табл. 31.
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||
|
© 1998 - 2024 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


