
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Технологические способы металлообработки = UtgX и ниже точки М на размер H-AH2 = H-UtgX. В сечении Б-Б размер радиального переднего угла выражается уравнением (3.9) tg7r = (W-/4tg.) 5. Совместным решением уравнений (3.4) и (3.9) получаем (3.10) tg7r=t/ltg7-/4tg.) 5. Из вида в плане рис. 3.13 следует, что h/h = cos ф и IJls = sin ф. При подстановке этих отношений в уравнение (3.10) получаем зависимость, выражающую соотношение радиального переднего угла 7, и переднего угла у: (3.11) tg 7г = tg 7 cos ф - tg Я. sin ф,-(3.12) tg 7 = tg 7r/cos ф -)- tg Я. tg ф. Аналогично выводят уравнения, связывающие главный задний угол а, осевой задний угол о и радиальный задний угол а,. В сечении А - А (рис. 3.13) значение главного заднего угла а выражается уравнением (3.13) tga = VHo. В сечении В - В угол о получают из уравнения (3.14) tgao = /2/Wo. Так как секущие плоскости А - А, Б - - Б и В - В проходят через точку М, то размер Но во всех сечениях одинаков и из уравнений (3.13) и (3.14) получаем tga = /itgoto/b, (3.15) tgot = tgaoSШф. Осевой задний угол о можно найти из уравнения (3.16) tg о - tg a/sin ф. В сечении Б - Б для радиального заднего угла а, справедлива формула (3.17) tga, = /5/Ho. Рассматривая совместно уравнения (3.13) и (3.17) и исключая размер Hq, получаем tga= /itga, 5. Из вида в плане рис. 3.13 видно, что li/ls = cos ф. Следовательно, (3.18) tga = tga,cosф; (3.19) tg а, = tg a/cos ф. Коррекция погрешностей установки резца § 4.1. ЗАВИСИМОСТЬ УГЛОВЫХ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ РЕЗЦА ОТ УСЛОВИЙ ЕГО ЗАКРЕПЛЕНИЯ НА СУППОРТЕ СТАНКА ПРИЧИНЫ ИЗМЕНЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ РЕЖУЩЕЙ ЧАСТИ РЕЗЦОВ. Все размеры угловых геометрических параметров режущей части резца проставляют на рабочем чертеже. При этом предполагается, что: 1) верщина резца установлена на высоте оси вращения заготовки; 2) геометрическая ось резца строго перпендикулярна оси вращения заготовки; 3) вектор скорости подачи Us направлен вдоль оси вращения заготовки, т. е. перпендикулярно геометрической оси резца. В соответствии с чертежом разрабатывают технологию изготовления резца и проверяют размеры всех угловых геометрических параметров режущей части. При этом угловые параметры, указанные на чертеже, сохраняют свои истинные значения только в том случае, если пространственное положение резца при эксплуатации соответствует указанным выще условиям их изображения на чертеже. Любые отклонения от этих условий, происходящие случайно или преднамеренно, приводят к изменению значений одного или нескольких угловых геометрических параметров. По влиянию на ход процесса резания изменения углов равнозначны замене резца исходной конструкции другим резцом, имеющим иную форму и геометричееские параметры режущей части. Изменение геометрических параметров, выполненных на резне при заточке, может происходить по следующим причинам: 1) в результате погрещностей установки и закрепления инструмента на станке относительно положения, предусмотренного рабочим чертежом инструмента: при этом угловые размеры, как проставляемые на чертеже, так и получаемые при установке с погрещностью, рассматриваются в статике и являются статическими угловыми параметрами; 2) в результате кинематических особенностей относительных движений инструмента и обрабатываемой заготовки: эти параметры существуют непосредственно в процессе резания и называются кинематическими угловыми параметрами; 3) в результате износа контактных поверхностей главного режущего лезвия: при этом вызванные износом изменения имеют возрастающий и необратимый характер и могут быть устранены только при переточке режущей части. Ниже изложены вопросы, связанные с изменением угловых параметров режущей части, вызванным погрещностями установки и закрепления резцов. Среди последних наиболее часто на практике встречаются поворот резца вокруг вертикальной оси, а также смещение вершины резца вверх или вниз относительно оси вращения заготовки. ПОВОРОТ ГЕОМЕТРИЧЕСКОЙ ОСИ РЕЗЦА ВОКРУГ ВЕРТИКАЛЬНОЙ ОСИ. На рис. 4.1, А показано положение проходного резца, когда геометрическая ось его корпуса перпендикулярна оси обрабатываемой заготовки. В этом положении резец имеет главный угол в плане ф и вспомогательный угол в плане ф совпадающие по значению с указанными на чертеже. На рис. 4.1, б тот же резец повернут вокруг точки О по ходу часовой стрелки на угол coi. Поворот оси корпуса резца по часовой стрелке приводит к изменению углов в плане - уменьшению главного угла в плане ф и увеличению вспомогательного угла в плане ф Таким образом, фактические установочные углы в плане в этом случае определяются по формулам: Фу = ф-со,; ф,у = ф, Ч-со,. При повороте оси резца вокруг точки О против хода часовой стрелки на угол С02 (рис. 4.1, в) главный угол в плане ф увеличивается, а вспомогательный угол в плане ф, уменьшается. Установочные углы в плане соответственно равны. фу=ф + Ю2; ф1у = ф1-Ю2. Поворот геометрической оси резца точно соответствуют заданным чертежом углрвым размерам. Рассмотрим случай, когда у резца с углом наклона главной режущей кромки Х = 0 при установке на суппорте станка вершина оказывается выше оси О вращения заготовки на высоту Я (рис. 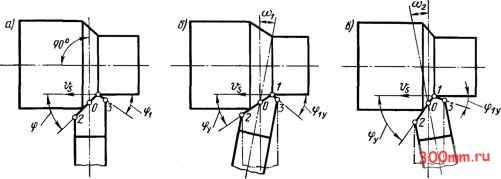 Рис. 4.1. Изменение установочных углов на плане фу и фу при повороте резца вокруг вертикальной оси вокруг вертикальной линии, проходящей через точку О, не изменяет другие угловые геометрические параметры - угол наклона главной режущей кромки X, передний угол у и главный задний угол а. СМЕЩЕНИЕ ВЕРШИНЫ РЕЗЦА В ВЕРТИКАЛЬНОМ НАПРАВЛЕНИИ. Установка вершины резца выше или ниже оси вращения заготовки, так же как поворот геометрической оси корпуса вокруг вертикальной оси, автоматически приводит к изменению фактической геометрии режущей части, причем в этом случае изменяются все угловые параметры - ф, ф1, у и а. Исходное (идеальное) положение резца, заданного рабочим чертежом, показано на рис. 4.2, а. Режущая кромка 1-2а горизонтальна и лежит на линии, проходящей через центр О вращения заготовки. Векторы скорости v во всех точках главной режущей кромки направлены вертикально, как показало для точки /д. Линия 1а-4а, как указано в § 3.4, лежит на главной задней поверхности и с вертикальной линией, на которой лежит вектор скорости v в точке ! , образует радиальный задний угол а рассчитываемый по уравнению (3.19). В этом исходном положении все значения его установочных геометрических параметров 4.2, б). (На практике регулировка положения вершины токарного резца по центру задней бабки станка, а также установка выше или ниже оси О заготовки производится подкладыванием под нижнюю опорную плоскость резца одной или нескольких плоских пластин разной толщины.) Так как мы рассматриваем случай параллельного переноса, то кромка 7g-2g на рис. 4.2, б остается горизонтальной. В то же время, поскольку точка 7 6 переместилась по окружности заготовки в новое положение, вектор скорости i;, всегда касательный к этой окружности, оказался повернутым против хода часовой стрелки на угол е. На столько же уменьшился и радиальный задний угол установочный размер которого стал равен = о, - е. Чтобы наглядно представить влияние установки вершины резца выше оси О на его угловые параметры, мысленно повернем заготовку и резец, сохраняя их взаимное относительное расположение, по ходу часовой стрелки вокруг оси заготовки на угол е. При, этом (рис. 4.2, в) вершина резца о1ажется в точке / лежащей на уровне оси вращения заготовки. Так как на токарных станках
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2025 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


