
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Технологические способы металлообработки Таблица 12.6. Значения коэффициента С ск(фости резання при точении в показателей степени х у и z уравнения
Без применения охлаждающей жидкости
Для расчета исходной скорости резания при известных значениях коэффициента Ео и числа новых лезвий для замены изношенных в течение смены стойкость Г проходного токарного резца, оснащенного пластинкой твердого сплава, находят по табл. 12.5. Числовые значения коэффициента С и показателей степени х , и z приведены в табл. 12.6, а значения показателя стойкости /и - в табл. 12.7. Таблица 12.7. Значения показателя стойкости m уравнения скорости резания при точении
§ 12.5. комплексный анализ режимов резания при обработке проходными токарными резцами КОМПЛЕКС РАСЧЕТНЫХ УРАВНЕНИЙ И КРИВЫХ. Как было установлено в гл. 11, рабочие режимы резания рассчитываются и назначаются исходя из: условия максимизации или минимизации значения какого-либо одного или нескольких режимных параметров и факторов, оценивающих эффективность обработки; условия оптимизации режимов резания, практически реализуемых кинематикой станка и в наибольшей мере приближающихся к поставленным условиям максимизации или минимизации режимных параметров или факторов; условия учета принятых ограничительных факторов. Режимы наружного продольного точения заготовок рассчитывают с помощью комплекса уравнений и построенных на их основе графиков, выражающих за- кономерности изменения параметров и факторов от скорости резания. Для случая наружного продольного точения заготовки из стали 45 диаметром D = = 100 мм и длиной I = 250 мм вид этих кривых показан на рис. 12.14. Обработка ведется всухую проходным то- Зависимость (12.10) имеет максимум при скорости резания v-p, м/мин: (12.11) max а для точки перегиба Я скорость резания Уп, м/мин: 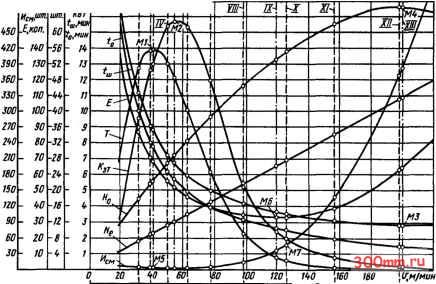 т 125160 200 250 315 Ш 500 бЗОПб/тн Рис. 12.14. Комплексный график режимов резания проходным токарным резцом карным резцом, оснащенным четырехгранной неперетачиваемой твердосплавной пластинкой марки Т15К6 с глубиной резания f = 5 мм и подачей S = 0,25 мм/об. Все кривые на рис. 12.14 построены по результатам расчетов по уравнениям, рассмотренным в гл. 10 и 11. Стойкость резца Т(г, S, X) в интервале скоростей резания г = 10.. .220 м/мин рассчитана по уравнению, имеющему структурную форму уравнения (10.25). Проведение стойкостных экспериментов при обработке стали 45 резцом, оснащенным пластинкой твердого сплава Т15К6, и аппроксимация полученных результатов позволили определеть числовые значения коэффициентов и показателей степени, в результате чего уравнение приобрело следующий вид: (12.10) -(Ь + /Ь) = 38,725 ° °V °*-l- /4,12S°-*e-°- s 0,1064SO-i e-o- s При скоростях резания г > 90 м/мин кривая стойкости Г может быть построена также по уравнению (11.3), для которого числовые значения С , х, у, z и т указаны в табл. 12.6 и 12.7. Ресурс резца может быть выражен длиной Дг, S, t) рабочего пути резания, пройденного лезвием резца за период стойкости. В интервале скоростей резания г = 20.. .220 м/мин его рассчитывают по ургшнению (12.12) 0500Ши- 0,50056 ir to в График зависимости (12.12) имеет макси- мум при скорости резания f/: (12.13) -(fo+1) 4д2&о->V-Ps + e0.33s с 0,1064S0- V = а точку перегиба при скорости t>, удовлетворяет уравнению Но = 492Аш. График зависимости Hq(v) имеет максимум при той же скорости резания, при которой зависимость штучного времени tip) имеет минимум. 4,12Se- + 1 + l/4,12S°-e-°- + 1 aiOMS - При скоростях резания d > 90 м/мин ресурс L может быть также подсчитан по уравнению (10.40), для которого значения С , x, у, z и m указаны в табл. 12.6 и 12.7. Ресурс резца может быть выражен также количеством Кг заготовок, обработанных за период его стойкости Т: Кзг = L/AL. Здесь AL- путь резания, пройденный точкой режущей кромки лезвия за время обработки одной заготовки: AL= nDllS, где D - диаметр заготовки; / - длина заготовки. Основное технологическое время to(v) в интервале скоростей резания и = 20... .. .220 м/мин рассчитывают по уравнению to = l/nS = A/v, где I - длина заготовки; и - частота оборотов шпинделя; S - подача. Кривая to(v) (рис. 12.14) монотонна и экстремальных точек не имеет. Штучное время в интервале скоростей d = 20.. .220 м/мин вычисляется по уравнению t, = (1 -I- 0,01Кобсл + 0,01К< д) x х(1 +e + tJT)to. Кривая Гш(и) (рис. 12.14) имеет точку минимума при скорости резания (12.14) V, . = (1 + гГС (-1 + 1/т)Хи5*(НВ/200)- для которой значения параметров С , X, у, z и m даны в табл. 12.6 и 12.7. Норма сменной выработки в интервале скоростей резания i; = 20...220 м/мин Сменный расход инструмента (изношенных лезвий) определяется по уравнению = Но/Кзт- График зависимости Исм(1>) имеет минимум при той же скорости резания, при которой наблюдается максимум стойкости, т. е. при Ттах- Цеховая себестоимость обработки одной заготовки на рассматриваемой операции в интервале скоростей d = 20... ...220 м/мин вычисляется по уравнению Е = И /Кзг+(1 +л)Р ш. Зависимость E{v) имеет минимум при скорости резания, определяемой по уравнению (11.23). Эффективная мощность, затраченная на резание и рассчитываемая по уравнению = Pt)/60, выражается на рис. 12.14 прямой линией. АНАЛИЗ РЕЖИМОВ ПРОДОЛЬНОГО ТОЧЕНИЯ. Кривые на рис. 12.14 показывают, что значения режимных параметров и оценивающих эффективность обработки факторов функционально взаимосвязаны и для конкретных условий обработки имеют только одно решение. При изменении условий обработки (обрабатываемых и инструментальных материалов, размеров заготовки, вида обработки и т. п.) и хотя бы одного из режимных параметров (подачи или глубины резания) расположение и форма кривых на рис. 12.14 изменяются. Вместе с тем такой комплексный график позволяет осуществить выбор режимов обработки с учетом всех оценивающих факторов. Здесь важно также отметить, что практически реализовано может быть только несколько дискретных сочетаний значений всех параметров, которые соответствуют ряду чисел частоты вращения
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2025 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


