
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Технологические способы металлообработки с ЧПУ, что снижает затраты времени на подналадку, связанную со сменой затупившегося инструмента. § 12.6. разновидности токарной обработки Разновидностями обработки на токарных станках являются расточка отверстий расточными резцами, отрезка отрезными резцами, обточка торцовых плоскостей проходными резцами, подрезка торцовых плоскостей подрезными резцами. РАСТОЧКА ОТВЕРСТИЙ РАСТОЧНЫМИ РЕЗЦАМИ. Это токарная обработка расточным резцом внутренних цилиндрических поверхностей заготовки (рис. 12.15). Расточку проводят по той же принципиальной кинематической схеме, что и наружную обточку (см. рис. 12.11). Вращательное движение является главным, а окружная скорость обработанной поверхности заготовки - скоростью резания t;. Прямолинейное поступательное движение вдоль оси х является движением подачи Dg. Их суммарное действие определяет скорость результирующего движения резания по винтовой траектории всех точек главной режущей кромки. Из рис. 12.15 видно, что схема последовательного срезания припуска зеркально повторяет схему срезания припуска проходным наружным токарным резцом. Срезаемый припуск в обоих случаях удаляется отдельными элементами при каждом обороте заготовки, характеризуемыми аналогичными параметрами - размером подачи S и глубиной резания t (или толщиной срезаемого слоя а и . шириной срезаемого слоя Ъ, причем соотношение ajb определяется главным углом в плане ф). Для наружного точения и растачивания идентичны: а) определения всех геометрических параметров режущей части; б) условия процесса формирования срезаемой стружки и образования новых поверхностей на заготовке и стружке; в) параметры и факторы, регламентирующие режимы резания. Особенностью внутренней расточки являются: а) ограниченный обзор (при рас- точке глубоких отверстий отсутствие обзора) зоны резания; б) малая жесткость расточного резца. Расточный резец для растачивания глубоких отверстий имеет отогнутую режущую часть, расположенную на длинной консольной державке круглого сечения. 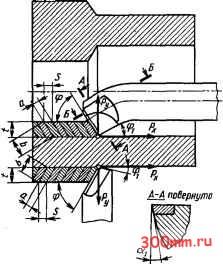 ЪЁ.подериуто f  Рис. 12.15 Схема срезания припуска расточным резцом которая, в свою очередь, закрепляется в суппорте станка. Разворотом расточного резца вокруг оси державки достигается установка его вершины в нужном положении относительно оси вращения заготовки. На режущей части расточного резца при заточке выполняются те же углы о, ai, у и упрочняющая фаска (сечения А -А и Б -Б на рис. 12.15), что и на резцах для наружной обточки. В процессе растачивания консольная оправка расточного резца находится в сложном напряженном состоянии под действием силы резания. Составляющая силы резания вызывает в материале державки напряжения кручения и поперечного изгиба в вертикальной плоскости. Наличие составляющей силы Ру приводит к появлению напряжений поперечного изгиба в горизонтальной плоскости, а составляющей - к эксцентричному продольному изгибу. Под действием всех трех составляющих консольная державка под- кромок обеспечивает на обоих резцах главные углы в плане ф = 90°, что уменьшает радиальные силы и поперечный изгиб оправки. В процессе растачивания станок сообщает расточной оправке два движения: 1) через поводок вращательное дви- /4-/4 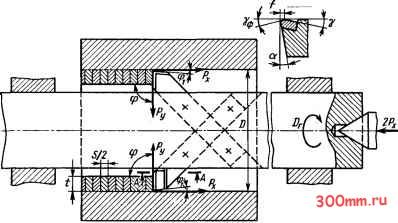 Рис. 12.16. Схема срезания припуска расточной оправкой с двумя резцами вергается сложному изгибу и кручению. Это приводит к упругим деформациям державки и, как следствие, к погрешности размеров растачиваемого отверстия. Кроме того, из-за малой жесткости державки в процессе обработки часто возникают вибрации. Изгиб резца и появление вибраций при расточке являются факторами, накладьшающими при выполнении этой операции ограничения на режимы резания. Для повьпиения точности выполняе-мьпс отверстий и улучшения качества обработанных поверхностей вместо расточного резца консольного типа предпочтительнее использовать более жесткие расточные оправки (рис. 12.16). Расточная оправка круглого сечения устанавливается в направляющих втулках приспособления. В отверстиях оправки закреплены диаметрально друг против друга два резца. Оба резца устанавливаются симметрично, так что их вершины лежат на концентричной с оправкой окружности растачиваемого диаметра, а главные режущие кромки лежат в одной плоскости, перпендикулярной оси оправки. Такое расположение главных режущих жение вокруг ее оси; при этом окружная скорость вращения вершин резцов является скоростью резания v; 2) поступательное движение вдоль оси с подачей S, сообщаемое вращающимся центром через центровое отверстие на торце оправки. Каждый из симметрично расположенных резцов срезает за один оборот слой толщиной S/2, т. е. работа по срезанию припуска делится между резцами поровну. Благодаря этому каждый из двух резцов находится под действием меньшей силовой нагрузки и меньше подвергается изнашиванию. Общая стойкость двухрез-цовой расточной оправки больше стойкости расточного резца консольного типа. Радиальные составляющие Ру силы резания на каждом резце действуют навстречу друг другу и уравновешиваются. Осевые составляющие Р силы резания равновелики, параллельны и, суммируясь, нагружают расточную оправку нагрузкой, направленной вдоль оси и равной 2?. Составляющие Р, касательные к окружности вращения вершин резцов, тоже равновелики и нагружают оправку крутящим моментом М - PD, где D - диаметр растачиваемого отверстия. Повышенная жесткость и благоприятные условия на-гружения расточной оправки действующей системой сил позволяют растачивать отверстия с большей точностью, чем при использовании резцов консольного типа. Резцы, применяемые в расточных оправках, имеют режущую часть, аналогичную режущей части проходных токарных резцов (сечение А-А на рис. 12.16). Условия стружкообразования при растачивании также аналогичны условиям стружкообразования при наружном точении. Поэтому для этого вида обработки справедливы уравнения (10.7), (7.19) и (7.20) для определения скорости резания, силы резания и эффективной мощности. ОТРЕЗКА ОТРЕЗНЫМИ РЕЗЦАМИ. При этом виде токарной обработки в заготовке вытачивают узкий паз вплоть до оси вращения с целью разделения заготовки на две части. Отрезку производят отрезными резцами на основе принципиальной кинематической схемы (рис. 12.17), предусматривающей сочетание двух одновременно действующих движений. Вращательное движение вокруг оси X, сообщаемое заготовке, является главным. Прямолинейное поступательное движение вдоль оси у, сообщаемое резцу, является движением подачи. В результате действия обоих движений траектория результирующего движения резания имеет вид архимедовой спирали, лежащей в плоскости, перпендикулярной оси заготовки. Совокупность спиральных траекторий всех точек главной режущей кромки отрезного резца образует спиральную поверхность резания. По мере врезания резца в металл заготовки полярный радиус-вектор р архимедовой спирали уменьшается и пропорционально ему уменьшается и скорость резания, выражаемая в м/мин: i; = 2-10~ярп, где п - частота вращения заготовки, об/мин; р - радиус-вектор спирали, мм. Расчет скорости резания при отрезке ведется по наибольшему радиусу-вектору (по диаметру наружной йоверхности заготовки) в месте отрезки согласно уравнению V = СДГХ (НВ/200) ], для которого значения коэффициента С и показате- лей степени т, у и z берут из табл. 12.6 и 12.7. Так как отрезной резец должен прорезать в заготовке паз большой rjy-бины, то рабочая часть его представляет собой пластину, толщина которой меньше прорезаемого паза. Вытянутая Рис. 12.17. Принципиальная кинематическая схена резания отрезным резцон тонкая рабочая часть отрезного резца (рис. 12.18) имеет сравнительно малую прочность, что приводит к ограничению значений поперечных рабочих подач S . В зависимости от ширины b вытачиваемого паза и длины рабочей части />0,5D значения поперечной подачи для отрезных операций изменяются в пределах Sn = 0,1.. .0,5 мм/об. Геометрические параметры режущей части отрезного резца назначаются исходя из специфики его работы. Главный угол в плане ф, определяющий, как и у всех режущих инструментов, положение главной режущей кромки, измеряется между ней (линия 1-2 на рис. 12.18) и направлением движения подачи. Чаще всего ф = 90°. Угол наклона главной режущей кромки у отрезных резцов обычно Х = 0. При ф = 90° иХ = 0 срезанная стружка свертывается в плоскую спираль, свободно размещающуюся в вытачиваемом пазу и не мешающую дальнейшему процессу резания. Чтобы образовавшаяся стружка под действием силы тяжести выпадала из прорезанного паза, иногда вращение заготовки реверсируют и отрезку выполняют резцом с передней поверхностью, обращенной вниз. Отрезные резцы имеют два вспомогательных угла в плане ф1 и соответственно две вспомогательные режущие кромки. Расположены они с обеих сторон вдоль рабочей части на всю длину /. Вспомогательные углы в плане измеряются между проекциями вспомогательных лезвий на горизонтальную плоскость и направлением подачи Sn. Для сохранения прочности рабочей части отрезного резца значения вспомогательных углов
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2025 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


