
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Технологические способы металлообработки Таблица 13.5. Значения показателей степеня в уравнениях (13.29) я (13.30)
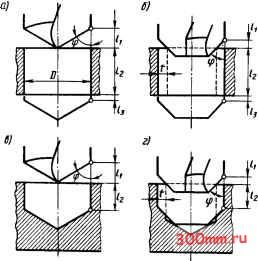 Рис. 13.17. Схемы к росчету основного технологического времени при сверлении, зенкеровании и развертывании сквозных (а, б) и глухих (в, г) отверстий Числовые значения коэффициентов и показателей степени, входящих в уравнения (13.29) и (13.30), для некоторых случаев обработки приведены в табл. 13.4 и 13.5. § 13.7. ОСНОВНОЕ ТЕХНОЛОГИЧЕСКОЕ ВРЕМЯ При сверлении, зенкеровании и развертывании расчет основного технологического времени to при обработке сквозных отверстий (рис. 13.17,0,6) ведут по формуле (13.31) to = Hi + I2 + ?3)/( So), где li=tctg(p (для сверления t = 0,5D); I2 - глубина сквозного отверстия; /3 = = (3... 5)So - перебег при выходе из просверленного отверстия; и - частота вращения щпинделя; Sq - подача. При обработке глухих отверстий (рис. 13.17, в, г) используется формула to = (h + hVinSo). Фрезерование § 14.1. ОБЩИЕ СВЕДЕНИЯ О ФРЕЗЕРОВАНИИ ТЕХНОЛОГИЧЕСКОЕ ЗНАЧЕНИЕ. Фрезерование является производительным и универсальным технологическим способом механической обработки заготовок резанием. В машиностроении фрезерованием обрабатываются: а) горизонтальные, вертикальные и наклонные плоскости (рис. 14.1, я, б) на различных по размерам и форме заготовках; б) уступы (рис. 14.1,в, г); в) канавки (рис. 14.1, прямоугольного и профильного сечения, расположенные в плоскости, и пространственные (винтовые); г) пазы (рис. 14.1,э с,з); д) узкие и глубокие прорези (рис. 14.1, и); е) шлицы на головках шурупов и винтов (рис. 14.1, к); ж) фасонные поверхности различных профилей с прямолинейными (рис. 14.1, л) и криволинейными (рис. 14.1, ж) образующими. С помощью фрезерования обрабатывают различные поверхности, в том числе тела вращения, прямые профильные образования на цилиндрах, прямые и винтовые зубчатые венцы на колесах, прямые и винтовые шлицевые канавки, резьбовые поверхности на нормализованном и специальном крепеже, профильные канавки на торцах цилиндров. Фрезерованием также производится разрезка катаных прутков на мерные заготовки (рис. 14.1, н). ОСНОВНЫЕ ТИПЫ ФРЕЗ И ИХ НАЗНАЧЕНИЕ. Чтобы производительно и экономично выполнять перечисленные выше виды обработки, разработана и используется широкая номенклатура стандартных и специальных фрез. Фрезы разных типов различаются по внешнему виду, размерам и конструкции и приспособлены для фрезерования поверхностей определенных форм и размеров. Цилиндрические фрезы (рис. 14.2) в настоящее время применяют ограниченно. Тем не менее на их примере можно выявить все особенности и закономерности процесса фрезерования. Определения геометрических и режимных параметров цилиндрических фрез справедливы для фрез остальных разновидностей. Цилиндрические фрезы предназначены для установки на горизонтально-фрезер- 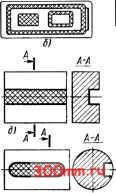 
е)  Рис. 14.1. Поверхности деталей, лолучаемые фрезерованием ньк станках при обработке плоских поверхностей шириной до 120 мм при условии, что ширина В обрабатьшаемой поверхности на заготовке на 5...6 мм меньше длины / рабочей части фрезы. Цилиндрические фрезы имеют центральное базовое отверстие со шпоночной канавкой. Надетые на оправку станка цилиндрические фрезы зажимаются между кольцами с помощью затяжной гайки. Концевые фрезы (рис. 14.3) имеют наружный диаметр D рабочей части от 3 до 50 мм. Присоединительная часть концевых фрез диаметром D < 14 мм цилиндрическая, а фрез диаметром D > 20 мм - коническая. В диапазоне диаметров D=14...20 мм присоединительная часть может быть выполнена как цилиндрической, так и конической. Основным рабочим участком режущей 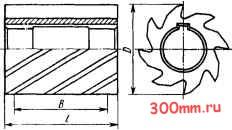 Рис. 14.2. Цилиндрическая фреза части концевых фрез является цилиндрический участок длиной /, которым фрезеруется поверхность на заготовке шириной В {В < I), а также часть торцовой поверхности, на которой имеются режущие зубья. Концевые фрезы применяют для обработки открытых пазов и копи-ровально-фрезерной обработки стенок замкнутых профильных углублений и отверстий в плоских заготовках. Концевые фрезы предназначены в основном для работы на вертикально-фрезерных станках, но могут быть использованы и на горизонтально-фрезерных станках. Торцовые фрезы (рис. 14.4) отличаются от концевых фрез соотношением размеров D/1 (для торцовых фрез D/1 = = 4...6; для концевых фрез D/1 = 0,2...0,5). Стандартные торцовые фрезы имеют диаметры D = 60...600 мм и цилиндрические отверстия для установки на шпинделе станков. Предназначены они для обработки плоских поверхностей, лежащих как в одной, так и в разных по высоте плоскостях, например на корпусных деталях (см. рис. 14.1, а, б). Торцовыми фрезами больших диаметров можно за один проход обработать заготовки шириной до 500 мм. Применяются торцовые фрезы на мощных горизонтально- и вертикально-фрезерных станках, а также на агрегатных станках. Дисковые фрезы (рис. 14.5) имеют диаметр D = 60...110 мм и цилиндрические базовые отверстия для крепления на оправке. Режущие зубья дисковых фрез выполняются на цилиндрической внешней поверхности, а также на одной (односторонние) или на обеих (дву-  Рис. 14.3. Концевая фрехг сторонние) торцовых поверхностях. Предназначены дисковые фрезы для фрезерования канавок различного назначения шириной В = 6... 16 мм. Дисковая фреза, показанная на рис. 14.6, предназначена для фрезерования Т-образных пазов (см. рис. 14.1, з). Фрезы этого типа имеют коническую или цилиндрическую присоединительную часть. Диаметр рабочей части D = = 10...54 мм, ширина В = 7,5...40 мм. Отрезная фреза (рис. 14.7) предназначена для разрезки катаных прутков на мерные заготовки на горизонтально-фрезерных станках (см. рис. 14.1, н). Зубья этих фрез выполнены только на внешнем диаметре. Отрезные фрезы имеют рабочий диаметр D = 60... 200 мм и ширину В = 1... 5 мм. Прорезная (шлицевая) фреза (рис. 14.8) предназначена для фрезерования узких щелей и шлицев в головках винтов и шурупов (см. рис. 14.1, к). Прорезные
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||||||||
|
© 1998 - 2025 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


