
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Технологические способы металлообработки фрезы имеют диаметры D = 40...75 мм и ширину В = 0,2... 5 мм. Шпоночные фрезы (рис. 14.9) используются для фрезерования шпоночных канавок (см. рис. 14.1, е). Стандартные шпоночные фрезы имеют диаметр D = = 3... 40 мм и устанавливаются на вер- 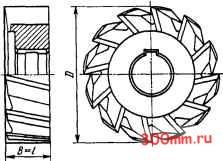 Фасонные фрезы имеют различный профиль лезвий. На рис. 14.11 в качестве примера показана фреза с выпуклым полукруглым профилем лезвия. Фасонные фрезы предназначены для фрезерования канавок и выступов фасонного профиля. Они имеют диаметры 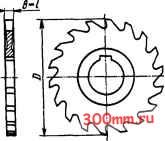 Рис. 14.4. Торцовоя фреэо Рис. 14.7. Отреэноя фреэо 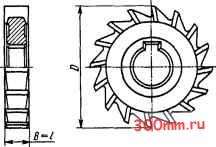 Рис. 14.S. Дисковая трехсторонняя фреэо Рис. 14.8. Прорезная фреэо  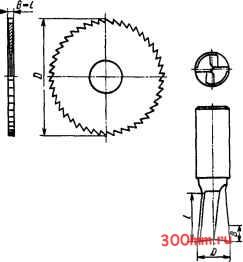 Рис. 14.9 Шпоночноя фреэо Рис. 14.6. Фреза для обработки Т-образных позов тикально- и горизонтально-фрезерных станках. Угловые фрезы (рис. 14.10) предназначены для фрезерования профильных угловых канавок, как правило, в инструментальном производстве. Угловые фрезы имеют диаметры D = 35... 90 мм. Их применяют на универсально-фрезерных станках. D = 45... 90 мм. Применяются фасонные фрезы преимущественно на горизонтально-фрезерных станках. ПРИНЦИПИАЛЬНЫЕ КИНЕМАТИЧЕСКИЕ СХЕМЫ РЕЗАНИЯ. Процесс фрезерования основан на сочетании двух одновременно действующих равномерных движений - вращательного и поступательного, которые определяют возможные кинематические схемы резания (рис. 14.12). Принципиальная кинематическая схема резания на рис. 14.12, а предусматривает вращательное движение вокруг горизонтальной оси x и поступательное движение вдоль оси у. По этой схеме ведется фрезерование на горизонтально-фрезерных станках. По схеме на рис. 14.12,6 вращательное движение проис- ТРАЕКТОРИЯ РЕЗУЛЬТИРУЮЩЕГО ДВИЖЕНИЯ РЕЗАНИЯ. Анализ кинематических схем резания при фрезеровании показывает, что оба движения (главное вращательное и вспомогательное поступательное) всегда действуют в одной плоскости, совпадающей с плос- 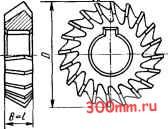 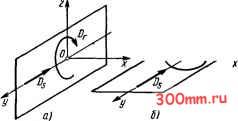 Рис. 14.10. Угловая фреза 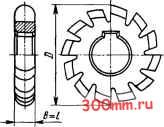 Рис. 14.11. Фасонная фреза полукруглого профиля ходит вокруг вертикальной оси z и поступательное движение - вдоль оси у. Так ведут фрезерование на вертикально-фрезерных станках. Принципиальная кинематическая схема резания на рис. 14.12, в предусматривает вращательное движение вокруг наклонной оси z при поступательном движении вдоль оси у Эта схема реализуется при работе иа вертикально-фрезерных станках при развороте щпиндельной головки вокруг горизонтальной оси, а также на станках агрегатного типа. Во всех рассматриваемых случаях вращательное движение, выполняемое инструментом, является главным. Поступательное движение является вспомогательным и обычно сообщается обрабатываемой заготовке. 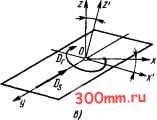 Рис. 14.12. Принципиальные кинематические схемы резания при фрезеровании: о -с горизонтальной осью вращения: б - с вертикальной осью вращения; в - с наклонной осью вращения КОСТЬЮ вращения. Следовательно, результирующие движения резания точек лезвий зубьев фрез всех видов и назначений могут совершаться по траекториям, расположенным в соответствующей плоскости. Рассмотрим образование таких траекторий на основе следующей схемы (рис. 14.13). Пусть прямая А -А привязана к обрабатываемой заготовке. Ось вращения фрезы находится на расстоянии А от этой прямой и при соверщении движения подачи Ds перемещается параллельно ей. За один оборот фрез! перемещение оси фрезы постоянно и равно значению подачи So, мм/об. Если провести окружность радиусом р = А, центр которой совпадает с осью вращения фрезы, то при одновременном осуществлении двух движений (главного вращательного и вспомогательного поступательного) эта окружность будет перекатываться по прямой А -А без проскальзывания. Значение подачи при этом связано с радиусом р зависимостью So = 27ip. Точки окружности перемещают- 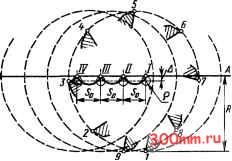 Рис. 14.13. Трахоидальная траектория относительного рабочего движения лезвий зубьев фрезы ся при этом по циклоиде. На рис. 14.13 показана циклоида одной точки окружности, занимающей исходное положение /. За первый оборот фрезы точка перемещается по циклоиде и приходит в положение . При завершении следующих оборотов фрезы рассматриваемая точка последовательно занимает позиции III, IV и т. д. Все точки фрезы, расположенные на радиусах г > р, движутся по траектории, называемой удлиненной циклоидой или трохоидой. На рис. 14.13 показаны последовательные положения 1 ...9, занимаемые зубом фрезы радиусом R за один ее оборот. Плоскостная трахоидальная траектория результирующего движения резания определяет лежащие в этой плоскости кинематические углы лезвий зубьев фрезы и микрогеометрический профиль обработанной поверхности. § 14.2. режимные параметры фрезерования СКОРОСТЬ РЕЗАНИЯ И ПОДАЧА. Выше установлено, что в случае фрезерования главным движением является вращательное движение фрезы. Скорость V, м/мин, точек наружного диаметра D фрезы является скоростью резания (фрезерования). При этом V = lOnDn, где и - частота вращения, об/мин; D - наружный диаметр фрезы, мм. Равномерное, направленное перпендикулярно оси вращения фрезы, вспомогательное движение подачи Ds количественно задается значением подачи, которое при фрезеровании может определяться величинами S, мм/зуб; So - Sz, мм/об, где Z - число зубьев фрезы; мин = ои = Szn, мм/мин, где и - частота вращения фрезы, об/мин. Значениями подачи на зуб Si пользуются при теоретических исследованиях и расчете режимов резания при фрезеровании. В производственных условиях, например, при наладке фрезерных станков пользуются минутной подачей Sm h- Это связано с тем, что у большинства фрезерных станков отсутствует кинематическая связь между вращающимся шпинделем и механизмом подачи, имеющим свой привод. Режущие лезвия зубьев вращающейся фрезы за время одного оборота, как правило, находятся в контакте с обрабатьшаемой заготовкой только на некоторой части этого оборота, а оставшуюся часть оборота проходят, не совершая работы. Период времени, в течение которого режущее лезвие контактирует с обрабатываемой поверхностью, называется рабочим циклом, а угол поворота лезвия за время рабочего цикла называется углом контакта и обозначается буквой ф. Расмотрение принципиальных кинематических схем резания (см. рис. 14.12) и траектории результирующего движения резания (см. рис. 14.13) показывает, что при неизменном направлении движения подачи главное движение резания точек режущих лезвий меняет свое направление. На протяжении рабочего цикла, который в предельном случае равен полуокружности фрезы, направление главного движения меняется на 180° (рис. 14.14, а). В начальный момент рабочего цикла в точке 1 главное движение резания Dr направлено навстречу движению подачи Ds. В точке 2, наоборот, движение подачи и главное движение направлены в одну и ту же сторону. В точке 3,
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
||||||||||||||||||
|
© 1998 - 2025 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


