
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Технологические способы металлообработки роту фрезы на Д углового шага зубьев фрезы. Так как для первого вертикального столбца (рис. 14.22, а) коэффициент кратности fc = 1, то здесь обработка ведется в условиях равномерного фрезерования. 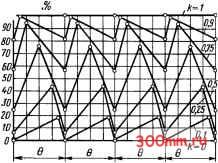 Рис. 14.23. Зависимость площади срезаемого слоя от поворота фрезы при различных значениях коэффициента кратности -f- ААг Л- ААъ Л- AAt, = Лпих, т. е. она равна плошади полного срезаемого слоя. В условиях неравномерного фрезерования при к = 0,75 (рис. 14.22, б) суммарная ширина фрезерования всегда равна 0,75fcn,ax, но толшина срезаемого слоя не является постоянной и зависит от положения режушего участка винтового зуба. На верхней развертке второго столбца суммарная плошадь срезаемого слоя Ъ LA = 0,5б25у4п,а,. При повороте на углового шага она увеличивается до значения 0,9375Апих, а в дальнейшем уменьшается до первоначального значения. Аналогичная картина наблюдается при fc = 0,5 (рис. 14.22, в) и при fc = 0,25 (рис. 14.22, г). На рис. 14.23 показана обшая зако- Рис. 14.24. Изменение суммарной площади срезаемого слоя при изменении коэффициента кратности за счет ширины фрезерования (а) и угла наклона винтового зуба (б) В любое мгновение сумма длин следов режуших кромок I и II остается постоянной и равной fcniax- Оба зуба в сумме срезают все значения толшины срезаемого слоя от о до Ота, И сумма 1,АА = AAi + номерность неравномерности, когда из-за различной ширины фрезерования В коэффициент кратности к изменяется в пределах О < fc < 1. При fc = 1 плошадь срезаемого слоя постоянна и на рисунке выражается прямой линией. При к = 0,9 суммарная площадь 1,АА колеблется за время поворота фрезы на один угловой щаг в пределах (0,81... 0,99) у4 ах- Дальнейшее уменьщение коэффициента fe ведет к уменьшению суммарной площади срезаемого слоя. Анализ рис. 14.23 показывает, что наибольшая амплитуда колебаний площади срезаемого слоя и, следовательно, динамических параметров за время одного углового шага зубьев фрезы возникает при к = 0,5, где за время поворота на /г углового шага О зубьев площадь срезаемого слоя изменяется от 25 до 75% значения Лах- Можно отметить также, что при fe > 0,5 максимальное значение площади срезаемого слоя имеет место в первой половине углового шага, в то время как при к < 0,5 это наблюдается при завершении поворота фрезы на угловой шаг. Согласно уравнению (14.10) коэффициент кратности к определяется не только шириной В, но и углом наклона винтовых зубьев со. Схемы на рис. 14.24 показывают, что изменение как одного, так и другого параметра приводит к одинаковым результатам, имея в виду степень неравномерности фрезерования. На рис. 14.24,0 происходит увеличение коэффициента кратности от к = 1,5 до fe = 3,5 за счет увеличения ширины фрезерования от Bj до Вз. На рис. 14.24,6 увеличение коэффициента кратности к в тех же пределах обеспечивается за счет возрастания угла наклона винтовых зубьев от coj до СОз. фрезерование при любых значениях fe может быть оценено степенью неравномерности Ё, которая характеризует изменение площади срезаемого слоя в течение поворота фрезы на один угловой шаг зубьев относительно суммарной максимальной толщины среза: (14.12) е = [(S АЛ) - (S AA) iJ/(k ax). Графически зависимость степени неравномерности фрезерования от коэффициента кратности показана на рис. 14.25: с увеличением числового значения коэффициента кратности к степень неравно- мерности фрезерования уменьшается. Колебания суммарной площади срезаемых слоев сохраняются, но оказывают меньшее влияние на условия рабочего процесса фрезерования. 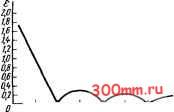 0,5 10 1,5 2.0 2,5 3,0 3,5/! Рис. 14.25. Зависимость степени неравномерности фрезерования от коэффициента кратности § 14.5. ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ЗУБЬЕВ ФРЕЗ Главный угол в плане ф на чертежах фрез не задают. Это можно объяснить тем, что положение главных режущих кромок на зубьях, расположенных на наружной окружности цилиндрических фрез, полностью определяется их конструктивными параметрами - диаметром D, числом зубьев Z, углом наклона со винтового зуба. Наличие на чертеже размеров этих величин достаточно для изготовления режущих кромок и зубьев фрез и последующих контрольных измерений. Равномерность или неравномерность фрезерования, как это подробно изложено в § 14.4, определяется четвертым параметром - угол контакта Подача на зуб S. и текущее значение угла вместе с конструктивными параметрами однозначно определяют толщину и суммарную площадь сечения слоя, срезаемого зубьями фрез. В связи с тем что параметры Д Z, со, S и ф исчерпывающим образом характеризуют процесс резания, отпадает надобность задавать главный угол в плане ф на рабочих чертежах фрез. Согласно сформулированным в гл. 5 понятиям о формировании кинематических углов, кинематический главный угол в плане ф между направлением движения подачи и касательной к винтовой главной режущей кромке, образующей с осью фрезы угол со, находят из уравнения (14.13) cos фк = sin ю cos vj/j. Отсюда следует, что кинематический угол в плане ф - величина переменная и его значение определяется текущим значением угла фу. В начальный момент рабочего цикла фу = О и фк = со. При изменении на протяжении рабочего цикла угла контакта до значения фу = 90° соблюдаются условия встречного фрезерования, а кинематический главный угол в плане увеличивается от со до 90°. Когда фу > 90° срезание обрабатываемого материала зубом фрезы может происходить только в условиях попутного фрезерования, причем предельное значение фу = 180°. Кинематический угол в плане при этом уменьшается от 90° до со. Однако кинематический угол в плане фк практического значения не имеет. Вспомогательный угол в плане ф1 измеряется между торцовой плоскостью, в которой лежит вектор движения подачи, и вспомогательными режущими кромками фрезы. Вспомогательные режущие кромки и лезвия на фрезах располагаются только на торцовых поверхностях (рис. 14.26). Чтобы исключить возможные случаи защемления фрез и уменьшить силы трения, вспомогательные режущие кромки на торцовых зубьях затачиваются под вспомогательным углом ф1 = 2... 8°. Кинематические вспомогательные углы ф1к, заключенные между вектором движения подачи, лежащим в торцовой плоскости и вспомогательной режущей кромкой фрезы, не имеют практического значения и их можно не рассматривать. Угол наклона главных режущих кромок X на. чертежах фрез не проставляется. Положение главных режущих кромок фрез задается простановкой на чертежах: а) угла наклона со на фрезах с винтовым зубом (рис. 14.27); б) поперечного угла у , например на дисковых фрезах с двояконакло-ненными вставными зубьями (рис. 14.28). Кинематический угол наклона главных режущих кромок определяется конструктивным исполнением режущих зубьев. В соответствии с общим определением он отсчитывается от плоскости, перпендикулярной вектору г касательному к траектории результирующего дви- жения резания. В случае фрезерования угол т) скорости резания между вектором Ve И вектором скорости резания v невелик и им можно пренебречь, поэтому с точностью, достаточной для практических 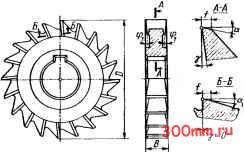 Рис. 14.26. Вспомогательный угол в плане ф передний у и задний а углы на окружных и торцовых лезвиях трехсторонней фрезы целей, кинематические углы при фрезеровании допустимо отсчитывать от плоскости, перпендикулярной вектору скорости резания г. У дисковых фрез с прямыми зубьями (см. рис. 14.26) кинематический угол Х между плоскостью, перпендикулярной скорости резания, и прямолинейной главной режущей кромкой равен нулю. Стружка, срезаемая лезвием по всей ширине фрезерования В, сходит по передней поверхности лезвия в направлении, перпендикулярном режущей кромке. При этом она, изгибаясь, свертывается в плоскую спираль, располагающуюся между зубьями фрезы, что облегчает ее отвод. У дисковых фрез с наклонными зубьями (см. рис. 14.28) кинематическша угол Xg численно равен проставляемому на чертеже поперечному углу, т. е. Х = у . Стружка, срезаемая наклонным главным лезвием зуба фрезы, сходит по передней поверхности не перпендикулярно главной режущей кромке, а под углом 90° + Х к ней. Срезаемая стружка свертывается в пространственную спираль, направленную к одной из боковых сторон фрезеруемой канавки, что несколько затрудняет ее размещение и отвод за время рабочего цикла. У фрез с винтовыми зубьями (см. рис. 14.27) кинематический угол наклона главной режущей кромки численно равен
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2025 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


