
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Технологические способы металлообработки шая работа прекращается и фреза подвергается восстановительной переточке по задней поверхности лезвия. Если в резании одновременно участвуют главные лезвия на цилиндрической части и вспомогательные лезвия на торце зубьев фрез (рис. 14.30,6), больший износ При использовании торцовых фрез со вставными ножами (рис. 14.31, а), лезвия которых вьшолнены из твердого сплава, обработка ведется с большими подачами. Лезвия вставных ножей при этом изнашиваются не только по задним, но и по передним поверхностям (рис. 14.31,6). Рис. 14.30 Износ задних поверхностей лезвий зуба фрезы на цилиндрической и торцовой частях концевых фрез 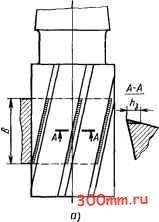 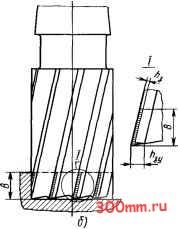 наблюдается на угловом переходе и измерение износа ведут по значению Л у на уголке. По результатам измерения значений износа или hy, проведенным через определенные интервалы времени, строят, как было описано выше, кривые износа, выражающие в графической форме функциональные зависимости (т) и hy (т), где т - продолжительность работы фрезы до достижения заданного износа на всех ее зубьях. Кривые износа показывают влияние на интенсивность изнашивания лезвий зубьев фрез комплекса режимных и конструктивных параметров - скорости резания v, подачи на зуб глубины фрезерования t, ширины фрезерования В, диаметра фрезы D и числа ее зубьев z. Условия трения и изнашивания лезвий фрез менее благоприятны, чем у ранее рассмотренных инструментов, потому что за рабочий цикл лезвия фрезы срезают весьма тонкие слои металла, вплоть до нулевой толщины. Экспериментально установлено, что особенно интенсивно изнашиваются задние поверхности лезвий в тех случаях, когда толщина срезаемого слоя flj < 0,04 мм. В этих условиях некоторое уменьшение интенсивности изнашивания достигается изменением формы режущей части зуба. Главные режущие лезвия выполняют под углом Фо к плоскости, перпендикулярной оси вращения фрезы. Угол фо наклона главных лезвий к торцовой плоскости зависит от ширины фрезерования В. Для В = 2... 5 мм, что типично для торцового фрезерования, угол фо = 20... 30° (рис. 14.31, в). Подобное изменение конструкции режущей части фрез приводит к увеличению ширины срезаемого слоя (14.17) b = B/sin Фо и уменьшению толщины срезаемого слоя (14.18) flj = 58тф8тфо. Однако, несмотря на уменьшение толщины а. срезаемого слоя, интенсивность изнашивания лезвий уменьшается благодаря лучшему отводу теплоты от тех участков лезвия, которые участвуют в срезании слоя металла. При фо = 90° (рис. 14.31, г) угловой переход между главным и вспомогательным режущим лез- вием в связи с плохими условиями теп-лоотвода быстро изнашивается, сокращая период стойкости фрезы. СТОЙКОСТЬ ФРЕЗ. На основании построенных по результатам экспериментов кривых износа задних поверхностей определяется зависимость стойкости фрез от скорости резания. Стойкость фрез Для всех ранее рассмотренных инструментов - резцов, сверл, зенкеров и разверток - стойкость Т оценивалась как сумма основных технологических времен T,t , затраченная на обработку числа Кт однотипных заготовок к моменту, когда лезвия износились до допустимого нор- 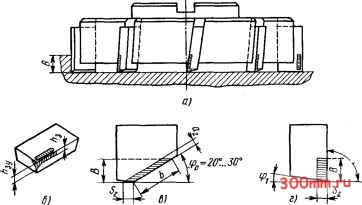 Рис. 14.31 Износ лезвий вставных ножей торцовой фрезы устанавливается на основе принятых критериев равного или оптимального износа. Критерий равного износа оставляет существенные неиспользованные резервы ресурса инструмента, особенно при малых скоростях резания. Предпочтительнее пользоваться критерием оптимального износа и тем самым полностью реализовать потенциальный ресурс фрез. Оптимальному износу на кривых износа (рис. 14.32) соответствуют точки, отмеченные кружками. Так как при практическом использовании полученных экспериментальных зависимостей фрезы могут иметь разброс значений физико-механических свойств, то на кривых износа через точки, помеченные треугольниками и соответствующие нижнему пределу среднестатистического разброса экспериментальных точек, проведена кривая, выражающая допустимый критерий оптимального износа. По координатам точек пересечения кривой допустимого оптимального износа с кривыми износа можно найти функциональную зависимость i; (7, где Т- стойкость фрезы; i; - скорость резания. мативами износа Аздоп- Для фрез оценка стойкости производится с двух позиций. С одной стороны, аналогично ранее рассмотренным инструментам, стойкость фрезы Тф определяется как сумма основных технологических времен Т. to до момента достижения на задних поверхностях лезвий зубьев фрезы допустимого нормативами износа Аздоп- При этом не учитывается, что часть зубьев (обычно меньшая) в любой момент работы фрезы совершает свой рабочий цикл, а остальные - холостой. Согласно другой оценке стойкость Тр определяется исходя из суммы продолжительности Ztp рабочих циклов, совершенных в пределах угла контакта \/ каждым в отдельности взятым зубом фрезы. Тогда Гр/Гф = \ 360° и стойкость зуба фрезы. (14.19) Гр = Тф 360°, т. е. она всегда меньше стойкости фрезы в два и более раз, так как угол контакта при фрезеровании может изменяться в пределах 0... 180°. Зависимость скорости резания v от стойкости фрезы 7ф в графической форме показана на рис. 14,33. Эта кривая построена по значениям скорости резания и стойкости фрезы в точках пересечения линии критерия допустимого оптимального износа с кривыми износа. 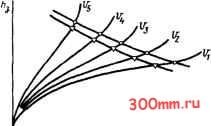 Рис. 14.32. Кривые износо лезвий зубьев фрез при различных скоростях резания В диапазоне скоростей резания, применяемых при фрезеровании на практике, кривая зависимости v(T) обычно имеет вид монотонно убывающей кривой, сходной по форме с гиперболой. В первом приближении эта кривая может быть аппроксимирована степенным уравнением вида t; = С /Т . Используя изложенную в гл. 9 и 10 методику раздельного исследования вспомогательных и основных режимных параметров с последующим обобщением полученных частных уравнений, получим общую зависимость скорости резания от этих параметров: t;(7, t, S В, D, z). Обобщенное уравнение имеет вид (14.20) Разрешив уравнение (14.20) относительно стойкости фрезы 7, получим (14.21) ytSlB-z Числовые значения коэффициента С и показатедей степени х, у, п, и, q тй. т имеются в справочниках. Некоторые их значения приведены в табл. 14.1. Стойкость каждого зуба фрезы за время осуществления рабочих циклов мо- жет быть выражена зависимостью (14.22) слф/360гд vfSWz Если точность аппроксимации экспериментальных точек с помощью уравне- Рис. 14.33. Вид кривой зависимости скорости резания v от стойкости Тф фрезы НИИ (14.20) и (14.21) недостаточна, целесообразно аппроксимировать эту кривую уравнением вида Гф = CrtV . Обобщенные уравнения, выражающие функциональные зависимости стойкости отдельных зубьев фрезы и фрезы в целом, имеют вид (14.23) (14.24) 360c fS?B z Значения коэффициентов и показателей степени в уравнениях (14.23) (14.24) в этом случае необходимо оп15еделять путем соответствующей математической обработки эксиериментально полученных данных. ДИНАМИЧЕСКИЕ ПАРАМЕТРЫ ПРИ ФРЕЗЕРОВАНИИ. Силы, действу-ющие при фрезеровании, также как при обработке металлов прочими видами инструментов, определяются деформациями, возникающими при срезании с заготовки стружки каждым зубом фрезы, а также разрушением кристаллической структуры металлов при образовании новых поверхностей на стружке и заготов-
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2025 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


