
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Наладка и эксплуатация оборудования Талнда Vr,5 Oni авкч с поддерживающей втулкой и хвостовиком юнусностью 7: 24 (ГОСТ 15068 - 75) йтилт поддер/киВающая поГ0ЬП5071-75 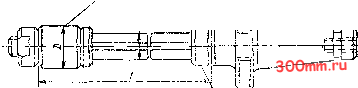 Кольца по ГОСТ 15071-75
Примечание Поддержи ва ощре втулк! чзготаьливаюгся по ГОСТ 15072- 75. VI.3. Гострвленне и закрепление наборов фрез 1 рупиу фрез, специально подобрачиыл и yciai овлеиных на общей оправке для одновременной обработки новерхностгй заготовок, называю! набором фоез Наборы составляююя из стандартных инструментов но Moryi изгс говляися и с применением специально для этой цели спроектированных фрез При составлении набора необходимо соблюдать определенные условия 1 Осевая ила олжна быть уравпове иена путем равчль1ого сочетания и установки фрез с винтовыми зубьямтт (рис VI 1) Неуравновешенную часть составляющей силы резания следует направить в сторону шпинделя ганка 2 При обработке пазов и внутренних noBepxnoCiCH ф сзы должны иметь такса направление винтовых зубьев при котором обеспечивается л\чшч11 Овод сфужи (рис VI !) 3 Дтя предупреждения вибраций необходимо обеспечить равномерность фрезерования ,::то достигается смщением зубьев одной фрезы относительно друюй за счет изменения располоке-ния шпоночною гнезда фрезы, если обычный подбор этого сделать не позволяет (рис VI 2) 4 С целью повышения жесткости закрепления набора рекомендуется применять дополнительную опору за счет установ си второй серый на хоботе смнка 5 Обработка набором )рез значителыо повышает растОАемую на резание мощность как i тазного пр1-вода, так и привода подачи. Во избелсапие поломок нужно расиетньп. путем сопоставить тютребную нагрузку с доп/стнмой по паспорту ciaHKa 6 Скорос1ь резання должна назначаться сообразно фрезе наибольшего диаметра в наборе Горизонтально расположентые поверх1тос!И закрепленной на стачке заготовки обрабатываются зубьями циJ.ичдpичtcкиx 4JCTpfi сррез набора Из jToro следует, что достижение точных размеров, закрытых допускамч, между такими поверхностями, расположеинымь на разных уровнях как правило, возможно только путем предварительного шлифования со01Бетсгв\ющих фрез пд их наружному диаметру Для представленного на рис V I 3, а случая ррезсрования уступа исполнительные диаметры фрез можно определять по формулам 0 = (0 о + А-2б) 2(д б); 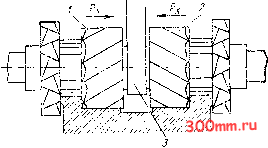 Гис. VI. 1 Н-бор фрез урарновешнванием составляющих си 1 рез1Чия. изиравленных вдоль оси оправки; 1,2 - ф езы соо1ветственно с левым и правым наклоном <убь<еа 5 - доголнителььая опора - серьга  D, = (D f 2Л Ь Д-2б) 2(д й); Я = (/i -f fi-Д)+2(Д-6). 1ис. VI.2. Набор дисковых фрез со счещеи,1ыми зубьямй и соответствующим этому расположением лпоночных пазов (23) (24) (25) Здесь Dhom - диаметр меньшей фрезы, принимаемый при ее конструировании; D и Di - исполнительные номинальные диамеры фрез; Д - половина допуска на размер А; б - допустимое биение фрез (см табл VII 5); Я = (Dj -D)/2, 2 (Д - S) - допуски на обработку диа-метпов D, Di я размера Н В тех случаях, когда допуск на размер А уступа задается на чертеже несимметрично, необходимо для возможности 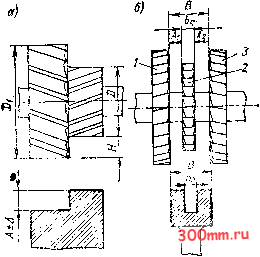 Заготобпа ЗзготоЬт 1>1!С. VI.3. Пр1-;-.,еэ!>1 ч i-lopas фрез с указанием рассчитываемых размероз использования формул (23)- (25) произвести пересчет размера А таким образом, чтобы допуск на наго оказался расположенным симметрично. Пример 1. Дано: Оном = 100 мм; Л = 15 ± ± 0,25 мм; S < 0,05 мм.. 1. По формуле (23) D = (100 -f 0,25 - 2-0,05) 2 (0,25-0,05 1 = = 100,15 о,1 мм. 2. По формуле (24) Di= (100-1- 2-15 4- 4- 0,25 - 2-0,05).2(о,-г,-о,о5) = = 130,15 , нм, 3. По формуле (25) Я= (15+ 0,05 - - 0,25)+- (u,2c-o,o.5) = 14,8+0. мм. Расчет осевых размеров проследим на прирлере фрезерования паза и двух бобышек рычага одиш! дисковой трехсторонней фрезой 2 и двумя двухсторонними фр.зами / и 3 (рис. VI.3, б). Для го;-© чтобы OHpeflejHiTb расстояния между фрезами, по которым нужно произвести подбор ус1аноБОчн-ЫХ колец, необходимо сначала определить. 6ф - ширину дисковой фрезы 2, а затем - расстояние между фрезами I п 3 Размеры фрезы 2 рассчнтызлюся а зависимости от наибольшей и наименьшей ширины паза и ряда других факторов по формулам: Ьф. нм = Ьц. нм + 56п - {Аб + Аф) - б&ф, / где Ьф, б и Оф. нм - соответственно наибольшая и наименьшая ширина фрезы; п. нм - наименьшая ширина паза по чертежу детали; 6.6,i-допускаемое отклонение на ширину паза по чертежу; Аб - величина торцевого биения фрезы; Дф - погрешность обработки ( разбивание паза); ЬЬф - допустимое отклонение на изготовление фрезы (по ширине). Велич1П1у разбивания паза Дф в зависимости от биения торца фрезы Аб можно принять на основе следующих установленных практикой соотношений:
Значения торцевого биения фрез устанавливаются ГОСТами; они зависят от диаметра фрез. Для дисковых трехсторонних фрез можно пользоваться приведенными
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2025 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


