
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Наладка и эксплуатация оборудования в направлении паза в результате упругой дефорл5аи,ни концевсй фрезы образуются врезания В (рис. Х.8, а), которые тем больше, чем меньше жесткость фрезы и чем больше силы резания, зависящие от подачи, глубины резания и предела прочности материала заготовки. Фреза на участке а паза была деформирована в направлении, противоположном направлению подачи. В конечной точке участка, например, поперечная подача Snon была на время прекращена, чтобы затем одновременно были включены как поперечная Snoni так и продольная Snp подачи. За время выключения подачи фреза, вращаясь и не испытывая усилия резания в направлении Ру (рис. Х.9, а), выпрямлялась на некоторую величину Д, образуя врезание В. Устранение такой погрешности обработки требует: 1) в пределах возможного увеличить жесткость концевой фрезы за счет уменьшения ее вылета; 2) уменьшить рабочую подачу. Деформация концевой фрезы, вызывающая соответствующую погрешность обработки, определяется по формуле Ар = PVIKn, (62) где Р - сила, приложенная к концу фрезы; L - длина фрезы до места посадки в шпиндель, т. е. ее вылет; Кп - коэффициент, учитывающий жесткость фрезы (см. рнс. Х.9, 6). Гнезда под врезные призма-тические шпонки фрезеруют на шпоночно-фрезерных станках с маятниковой подачей (рнс. Х.10, а). В этом случае фрезеруемый вал неподвижен, а шпиндель станка кроме вращательного совершает также возвратно-поступательное маятниковое движение вдоль оси детали Фрезерование гнезда производится за несколько проходов. Длина хода маятникового движения регулируется и должна быть равна длитге шпоночной канавки за вычетом диаметра фрезы При обработке врезных (закрытых) шпоночных гнезд при- 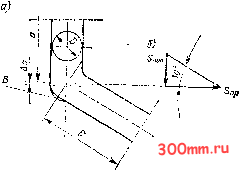 Рас, Х.8. ; Врезаяие, образуемое при фрезер9ЯВ 144 й(Й1цевой фрезой прямоугольного паза с кривол*ИВ*ны4 ходом 5) n:w  к 20 дО Имн Рис. х.9. Деформации концевой фрезы: а - схема деформирования; б - зависимость коэффициента жесткости твердосплавных фрез от их диаметра 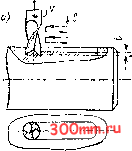 S) S Рис. X. 10, Фрезерование шпоночных гнезд: а - отпочочныии фрезами с маятниковой подачей; 6 - дисковычи фрезами с вертикальной или поперечной подачей Т i5 5 л и n я X.i Методы фрезерования уступов Эскиз Содержание метода  При обработке одного уступа (например, правого, как показано на рисунке) на горизонтально-фрезерном станке фрезерование ведут дисковой двусторонней фрезой. Настройка станка на заданный размер осуществляется либо по разметке, либо по лимбу вертикальной поцачи, либо по специальным установал] (габаритам), предусмотренным на приспособлении. Контроль правильности обработки осуществляется штангенциркулем, штангрнглубнномером или специальными шаблонами, измеряющими ширину и глубину уступа 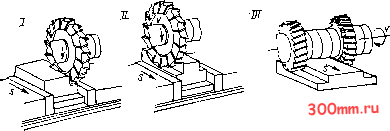 В случае необходимости обработать два уступа (правый и левый) фоезерование ведется в два перехода. Вначале обра-батырают правый уступ (поз. /), а яатем передвигают стол в поперечном направлении на расстояние, равное ширине выступа ме?кду двумя уступами, и фрезеруют левый уступ (поз. ), После этого проверяют три размера ширину и глубину каждого уступа, а такле расстояние между ними. В приведенном случае, поскольку одной фрезой приходится фрезеровать правый и левый уступы, используют не двустороннюю, а дисковую трехстороннюю фрезу. Более производительной оказывается схема фрезерования (поз. /). В этом случае используется набор из двух дисковых двусторонних фрез с разным направлением наклона зубьев. Расстояние между фрезами набора заранее установлено с помощью соответствующим образом подобранных установочных колец. Глубина обоих уступов получается равной благодаря тому, что обе фрезы в наборе про-шлифовываются на один размер. Таким образом удается добиться повышения производительности фрезерования за счет снижения как вспомогательного, так и основного времени (совмещение 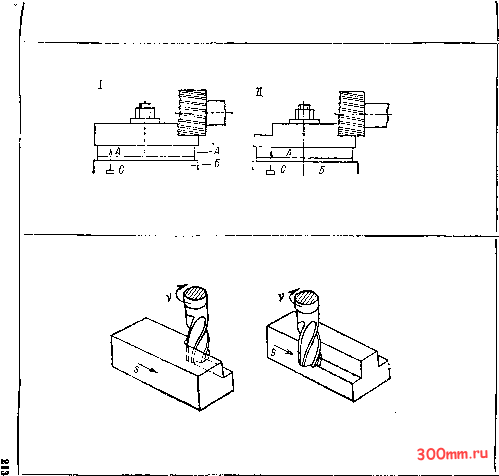 двух перекодов в одном). Этот метод примеаяюФ при серийной обработке партий одинаковых деталей Фрезерование двух уступов на горизонтально-фрезерном станке может быть осуществлено и торцевой насадной фрезой. В этом случае используется поворотное приспособление типа двухпознцион-ного стола, позволяющее вести обработку методом позиционного фрезерования. На поз. / фрезеруется правый уступ. Поворотная часть стола А при этом надежно фиксируется фиксатором С относительно основания Б. Затем фиксатор выводится из отверстия и после поворота на 180° вновь запирается для фрезерования левого уступа (поз. ). Точность взаимного расположения уступов здесь может быть очень высокой. Значительно повышается и производительность фрезерования, так как отпадают затраты Бремени на перемещение стола в поперечном направлении с фиксированием его положения по лимбу поперечной подачи При обработке деталей на вертикально-фрезерных станках для фрезерования уступов используют coiineBbie фрезы. Наилучшие результаты в этих случаях, особенно прн обработке аязких сталей, могут дать фрезы с малым числом зубьев (см. 1л П). Поверхности уступа, обработанные концевыми фрезами, оказываются более чистыми, чем поверхности, обработанные дисковыми фрезами По производительности процесс фрезерования концевыми фрезами также не уступает фрезерованию Дисковыми бре-зами (бе{ применения набора фрез). Возможно использование поворотного приспособления для обработки по методу позиционного фрезерования. Прн выборе концевой фрезы следует иметь в виду, что стружка должна, отделяясь ог заготовки, направляться вверх по винтовым канавкам фрез,л Поэтому направление винтовых канавок должно совпадать с направлением воа-щения шпинделя, т е. при правом вращении следует брать и фрезу с правым направлением винтовык канавоч
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||||||||||||
|
© 1998 - 2025 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


